ISSN
2307–3489 (Print), ІSSN
2307–6666
(Online)
Наука
та прогрес транспорту. Вісник
Дніпропетровського
національного університету залізничного
транспорту, 2017, № 2
(68)
експлуатація
та ремонт засобів транспорту
екСплуаТація
та ремонт засобів транспорту
UDC
629.424.1.018-82:004.318
I.
V. ZHUKOVyTSKyY1*,
I. A. KLIUSHNyK2*
1*Dep.
«Electronic Computing Machines», Dnipropetrovsk National
University
of Railway Transport named after Academician V. Lazaryan,
Lazaryan St., 2, Dnipro, Ukraine, 49010, tel. +38 (056) 373 15 89,
e-mail ivzhuk@mail.ru, ORCID 0000-0002-3491-5976
2*Dep.
«Electronic Computing Machines», Dnipropetrovsk National
University
of Railway Transport named after Academician V. Lazaryan,
Lazaryan St., 2, Dnipro, Ukraine, 49010, tel. +38 (056) 373 15 89,
e-mail klugran@i.ua, ORCID 0000-0001-9939-0755
CHOICE OF THE
OPTIMAL PARAMETERS
OF MEASURING THE SHAFT ROTATION
FREQUENCY OF THE
HYDRAULIC
TRANSMISSION OF THE LOCOMOTIVE
USING MICROCONTROLLER
Purpose. The
article provides for finding solution to the problem of developing
and improving the means for measuring tachometric data of the
previously created information and measuring system for testing
hydraulic locomotive transmission by substantiating the optimal
sensor design and signal processing algorithms. At the same time
first of all it is necessary to start from the possibility of
modifying the already existing test bench for hydraulic locomotive
transmissions at the Dnipropetrovsk diesel locomotive repair plant
«Promteplovoz». Methodology. In the work, the researchers
proposed a methodology for modifying the sensor design and the
algorithm for processing its signals. It is grounded on previous
developments of tachometric sensor of the optical type on the basis
of D-2MMU-2 sensor of the microprocessor automated test bench system
of hydraulic locomotive transmission in the locomotive repair plant
conditions. Selection of the necessary measurement algorithm and the
number of sensor teeth is substantiated by calculating instrumental
and methodological errors. Also, the studies aimed at identifying the
source of interference in the measurement of rotational speed are
described and solution for its elimination has been found. Findings.
For the designed rotation speed sensor of the optical type based
on the existing D-2MMU-2 sensor, the authors analyzed the dependence
of the methodological and instrumental errors. Based on the obtained
data more rational variant of the rotation speed calculation
algorithm is proposed, and the number of teeth of the sensor disk is
justified. Further, the main source of measurement interference was
established and a method for improving the hardware of the hydraulic
locomotive test bench was proposed. Originality. There were
conducted the studies according to the methodological and
instrumental errors of the designed rotation speed of sensor. The
mechanisms of interference filtering arising from the sensor rotation
speed fixing were proposed. Additional studies have shown the need
for a hardware revision of signal conditioner scheme. Practical
value. Conducted studies make it possible to establish a rational
number of sensor disk teeth, which allows improving the measurement
algorithm. It was also performed a hardware improvement of signal
conditioner scheme from the sensor, helping to get rid of
interferences. The results of measurements in studies are the initial
data to perform further studies in order to determine the technical
condition of hydraulic transmission UGP 750-1200 during factory
testing after repair.
Key
words:
tachometer sensor; 2MMU-D-2; hydraulic transmission; hydraulic
transmission test; testbench; information-measuring system
Introduction
Today in Ukraine, the hydraulic
transmission is tested using the outdated test-benches designed in
Soviet times, in particular at the repair plants of diesel
locomotives and military equipment with hydraulic transmission.
Also, there is no standardization of the production of these
test-benches.
As part of the work for
improvement and modernization of the existing hydraulic
transmission test-bench at DZRT «Promteplovoz» plant it was
revealed that the installed thereon analogue control devices are
out-of-date. In the first stage of development in accordance with
the plant test program the most necessary and critical 13 process
parameters were selected. Information about which received from the
sensors is processed by the microcontroller and PC [9].
Information about the rotation
frequency of the drive motor, the generator, the turbine shaft is
measured using D-2MMU-2 tachometer sensors [6], which transmit the
pre-processed analogue signal to a special converter and then to
ATMEL microcontroller for its further processing and transmission by
USB 2.0 interface to the computer [9].
D-2MMU-2
sensor is nothing but an alternator, which has a critical flaw –
at relatively low speeds (established experimentally at about 80
min-1)
the voltage amplitude produced by the alternator is not sufficient
for the normal error-free measurements (at speeds of about 60 min-1,
the amplitude is about 1V, and at 2000 min-1
– 40 V). It is clear that at very low speeds the amplitude will be
several tens of millivolts. To measure such a low voltage in the
plant conditions is practically impossible, since, firstly, long
communication lines from the testbench to the measuring equipment
may have low voltage blanking and, secondly, at the plant there is a
large number of different sources of electromagnetic interferences,
which may be laid on communication lines and erroneously recorded as
the beginning of rotary motion on the test-bench.
On the basis of available
equipment of hydraulic transmission testbench it was designed the
rotation frequency sensor of optical type based on the existing
sensor 2MMU D-2 [13]. According to the results of plant tests using
the sensor prototype it was established the necessary and sufficient
time for scanning the control sensor microcontroller, which allowed
making changes in the measurement algorithm.
Purpose
In the
calculations, it was found that changes in instrumental and
methodological errors [4], which may be a result of missing and/or
averaging the averaging, require further investigation. Also, as a
result of the tests, the measurement statistics were obtained, which
indicates the presence of interference that requires the development
of filtering mechanisms. It is necessary to identify the exact
nature of the interference, which in turn can simplify, and,
perhaps, completely eliminate the filtering mechanisms by making
corrections to the hardware and software part of both the sensor and
its interface circuit with the computer of the test bench.
To improve the designed sensor
[13] (in order to choose a rational number of the disk teeth and the
optimal algorithm for calculating the rotational frequency), it is
necessary to calculate the instrumental and methodological errors
that arise during the measurements. Obviously, the instrumental
error should increase in proportion to the increase in the number of
teeth (due to inaccuracy in their manufacture), and the
methodological error on the contrary should fall with the increase
in the number of teeth.
Methodology
To calculate the instrumental
error, let us represent the calculation of the rotation frequency
ω
using the known formula:
 [min-1], (1)
[min-1], (1)
where ω
– is the measured rotation frequency
[min-1];
L – arc
length between the teeth [mm];
R
– distance from the disc center to the middle of the tooth height
[mm]; τ –propagation time of the
infrared ray of optocoupler of the arc L
(period of the signal) [sec].
If the measurement error τ is
neglected, then the relative measurement error [13] has the form:
 , (2)
, (2)
where
 – is the difference between the actual and theoretical length of
the arc L
[mm].
– is the difference between the actual and theoretical length of
the arc L
[mm].
Substituting (1) in (2), it is
obtained a formula for calculating the relative error
(instrumental), taking into account the dependence on the number of
teeth:
 ,
,
where N
– is the number of teeth of the sensor disk.
When using the formula (1) for
measuring the rotational frequency the acceleration that may occur
is not taken into account, as a result of which a methodological
error arises. To calculate the methodological error, we will
calculate the rotational frequency using the following formula:
 [min-1]. (3)
[min-1]. (3)
Without
considering the instrumental error, the
actual rotational frequency can be expressed in terms of the
measured rotational frequency at the end of the next measurement
period (under the condition of uniform acceleration) according to
the formula:
 [min-1], (4)
[min-1], (4)
where ωact
– actual rotational frequency [min-1];
ωmeas
– measured rotational frequency [min1];
а – acceleration [min-1/s2];
T –
delay time introduced by the measurement algorithm [sec].
It follows
from (1) that
 .
.
It was
calculated and established that the performance of all assembler
commands involved in the measurements is quite small value. The
influence of this error εΔ
is illustrated in Fig. 1.
As it can be seen from Fig. 1,
under the given technical conditions, this error is extremely small
and it can be neglected.
In this case, the absolute
methodological error will have the following form:
 [min-1].
[min-1].
Taking into account (3) and (4),
the formula for the relative (methodological) error is:
 .
.
The graphs of the dependence of
the instrumental and methodological errors on the number of teeth in
the disk with different input parameters are shown in Fig. 2 and
Fig. 3.
As it can be
seen from Fig. 2, approximately starting from the value of the
rotational frequency equal to 200 min-1,
it is enough to use a wheel with one tooth (intersection of
methodological and instrumental errors is the optimum point). Fig. 3
shows that at
 = 20 min-1,
to minimize the error it is sufficient to use about 9 teeth. The
acceleration а was chosen as high as
possible.
= 20 min-1,
to minimize the error it is sufficient to use about 9 teeth. The
acceleration а was chosen as high as
possible.
Summarizing
the obtained result, and also in order to simplify the calculating
algorithm of rotational frequency, it was decided to modify the
calculation algorithm as follows: up to 50 min-1
(valid at the average acceleration a
= 1.15 min-1/s2
[13]) to perform calculations as earlier, taking into account each
period of the signal from the sensor (for a disc of 10 teeth).
Starting from the rotational frequency greater than 50 min-1
it was decided to take into account the duration of ten signal
periods from the sensor as one measurement period, i.e. simulate a
single-tooth disc. This condition practically does not contradict
the conclusions made in the work [13], as there it was justified the
sufficiency of using every 8th
sample of the rotational frequency. In the process of testing the
projected sensor the interferences were detected (Fig. 4).
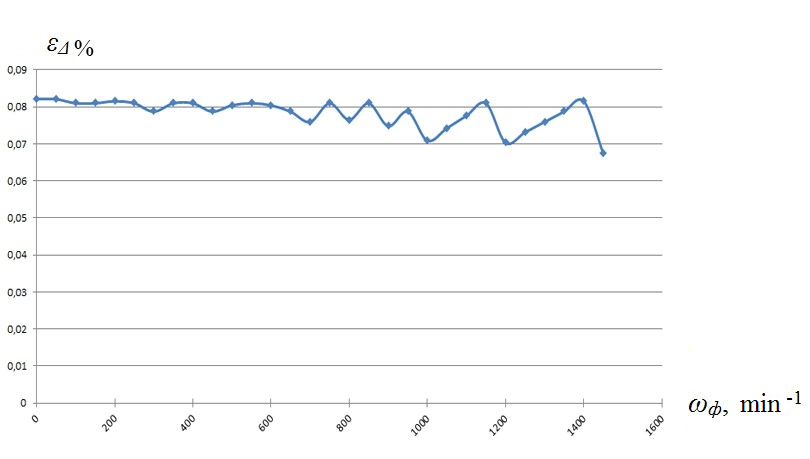
Fig. 1. Dependence
of the deviation εΔ of the measured rotational
frequency from
the actual rotational
frequency introduced by the execution time
of
the assembler commands of the microcontroller
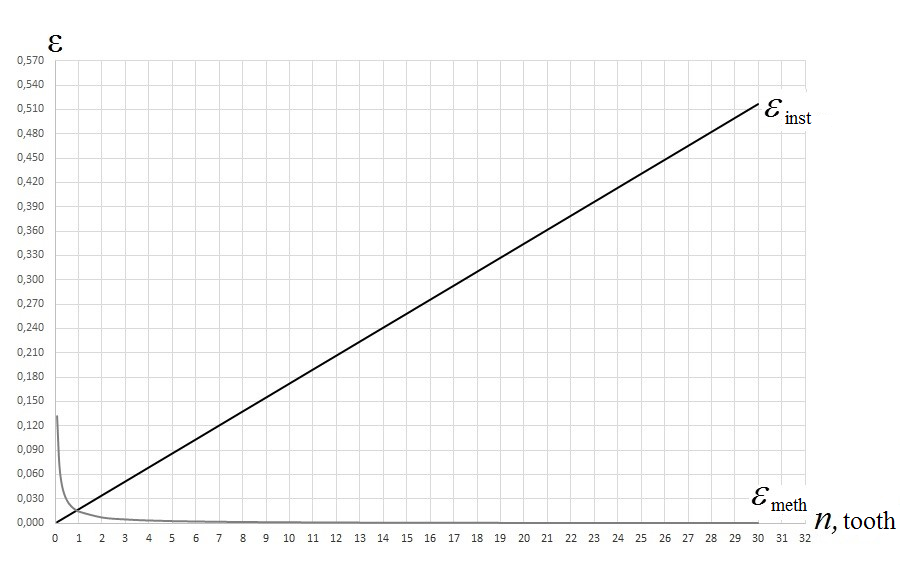
Fig. 2. The graph
of the dependence of the instrumental and methodological errors
on
the number of teeth in the disk at
= 200 min-1, a = 10
min-1/s2, ΔL = 2 mm
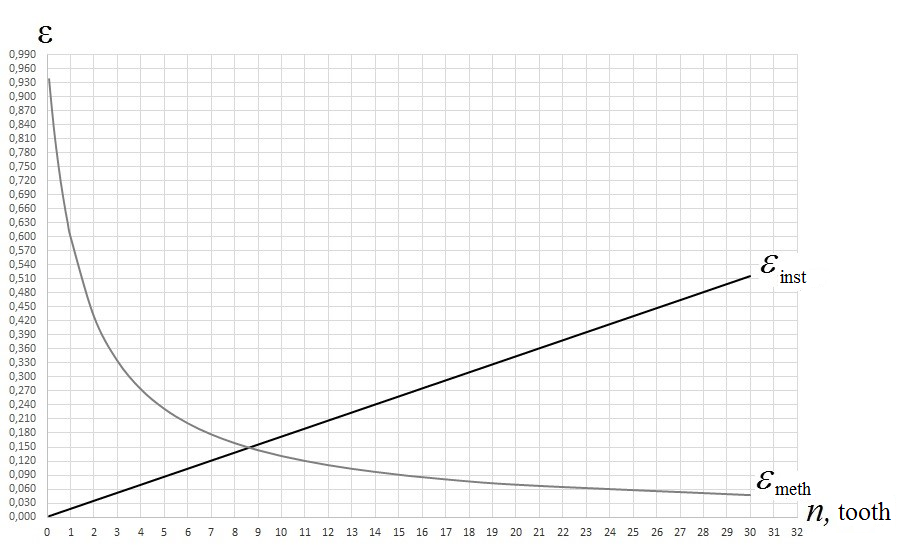
Fig. 3. The graph
of the dependence of the instrumental and methodological errors
on
the number of teeth in the disk at
= 20 min-1, a = 10
min-1/s2, ΔL = 2 mm
As can be seen from Fig. 4,
there is some kind of interferences in the signal from the sensor,
as indicated by the spectrum of the signal obtained using the fast
Fourier transform [1, 5].
These
low-frequency interferences are easily filtered, for example, by
arbitrary finite impulse response (FIR) filter [5, 11]. For this
purpose, the FIR filter of the 10th
order was used filtering the frequencies up to 10 Hz. As one can see
from Fig. 4 has filtered the supposed interferences partially.
However, there are visible residual beatings of unknown origin. Of
course it is impossible to assert that this interference is of a
different nature or it is the specificity of the hydraulic
transmission operation (high-precision reference sensor is not
available at the factory).
These residual interferences can also be easily filtered by moving
average algorithm [12] for example, as it is shown in Fig. 5.
But the expediency of such an
action is extremely doubtful. Firstly, it is unknown whether this is
the interference (presumably, in the plant's environment there would
be more high-frequency interferences). Secondly, it is possible that
such deviations in the signal can be caused by some fault of the
software or hardware parts of the designed test bench. As a result,
it is necessary to conduct additional studies.
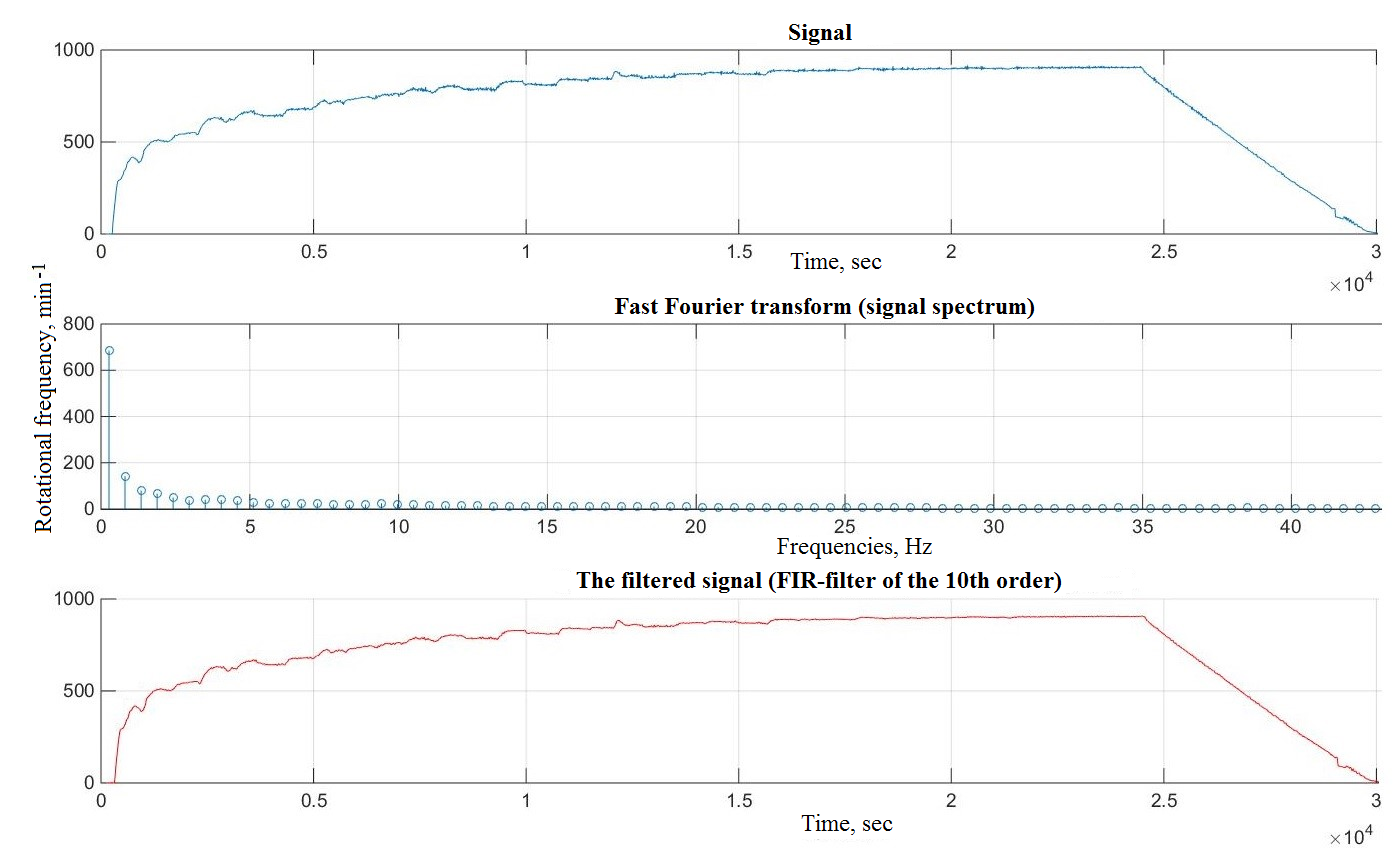
Fig. 4.
Interferences obtained during sensor tests
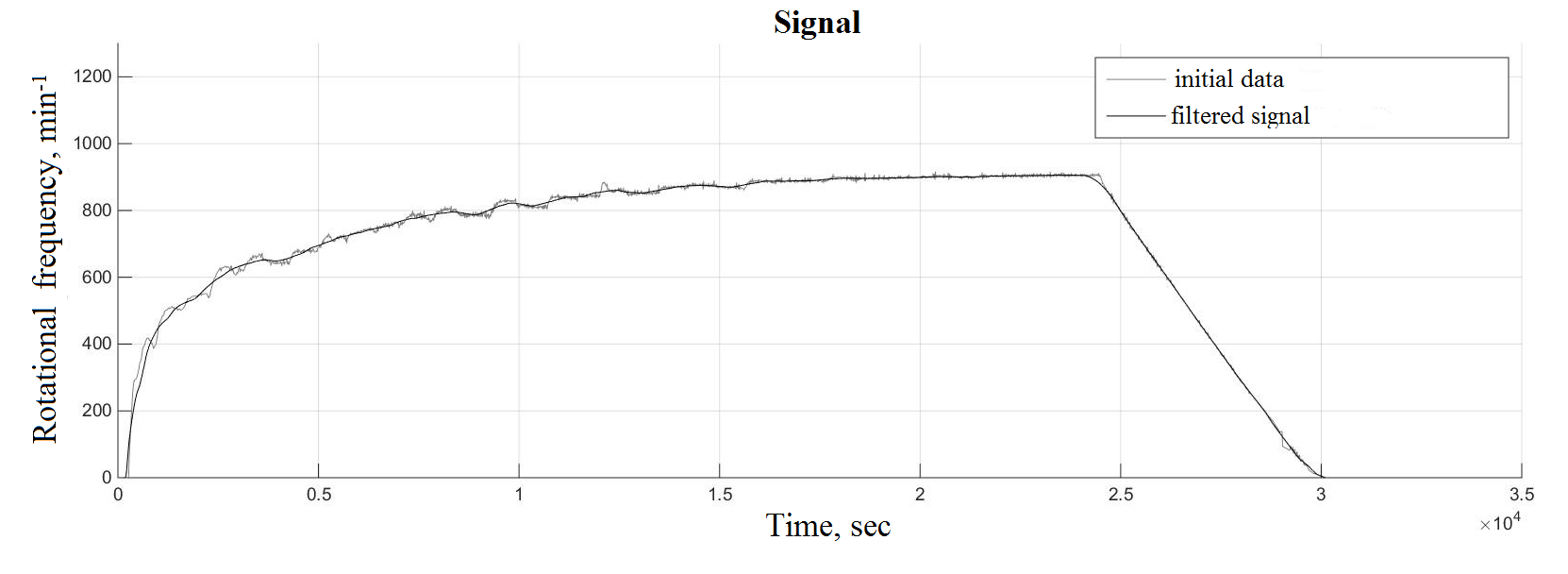
Fig. 5. Filtration
of interferences using the moving average algorithm
As a result of studies the
errors in the program part of the stand were not found. But a
potential source of interference was found in the hardware
(electronic) part of the stand.
The pulse driver (which go to
the input of the microcontroller) was nothing but a Schmitt trigger
CD40106BM [8] manufactured by Texas Instruments. And, as it is
known, such triggers have a wide range of thresholds for both
operation and release of the logical unit. This effect is shown in
Fig. 6 taken from the official documentation.
Since the fronts of the incoming
pulses from the sensor are quite heavily overloaded (as it is shown
in Fig. 7), the signal at the output of the driver (Schmidt trigger
CD40106BM) will always be of unequal duration, taking into account
the specificity of its operation shown in Fig. 6.
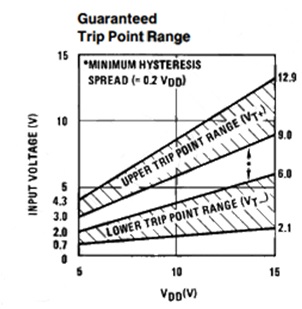
Fig. 6. Range of
thresholds
for operation and release
of the Schmitt trigger CD40106BM [8]
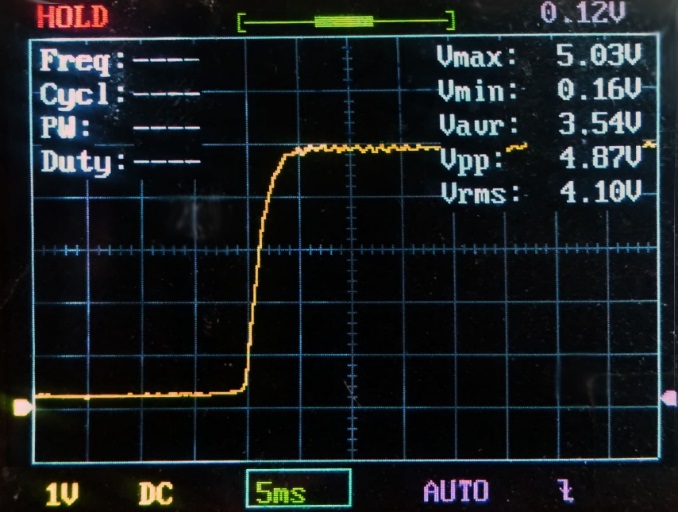
Fig. 7. Oscillogram
of the front of the signal
coming from
the sensor
Analysis of the existing
microcircuits of single-pass Schmitt triggers showed that they have
similar characteristics, as well as for the Schmitt trigger
CD40106BM. The way out of this situation is the use of two-input
Schmitt triggers, where it is possible to set a fixed operation
voltage due to the use of backward communication. The study of the
market of existing microcircuits of two-input Schmitt triggers and
operational amplifiers was conducted. As a result, it was found that
the use of microcircuits of two-input Schmitt triggers is not
rational: the operational amplifier makes it possible to set
operating voltage more flexible and accurate with minimal
deviations, and its cost does not exceed the cost of the Schmit
trigger. Therefore, it was decided to make own pulse driver using
the operational amplifier LM124 [10].
The driver is constructed
according to the scheme shown in Fig. 8
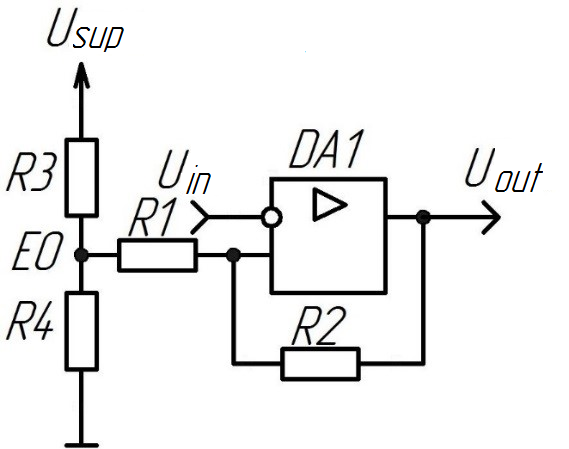
Fig. 8. Scheme of
the pulse driver
on the operational
amplifier
To calculate the driver [3, 7],
the following input conditions are accepted:
The supply
voltage Usup
= 4.7 V;
The operate
voltage Uop
= 3 V;
The maximal
voltage at the output of the amplifier, the received one 1-2 V less
than the supply voltage Umax
= 3.46 V;
The minimum
voltage at the output of the amplifier is Umin
= 0.3 V.
The driver is constructed
according to the scheme in Fig. 8.
To calculate
the positive feedback resistor R2,
it is necessary to determine the hysteresis ΔU
of the amplifier. It has been
experimentally established that ΔU
= 0.3 V is sufficient for stable operation. Resistor R1
was selected with a nominal of 39 kOhm. Accordingly, based on the
results of calculations, R2
= 452.4 kOhm.
To form the
bias voltage E0
of the operating point of the amplifier switching, it is calculated
by the formula:
 .
.
Thus, Е0
= 2.85 V. Resistor R4
was selected with a nominal value of 3.3 kOhm. Correspondingly,
according to the results of calculations
 Ohm.
Ohm.
To check the
accuracy of calculations, it is also necessary to calculate the
operating and release voltages of the operational amplifier. To do
this, the speed of switching аsw,
is required, which for the selected
amplifier is 0.1 V/ms [3, 7]. The operating
voltage U0→1
is calculated by the formula:
 .
.
The release
voltage U1→0
is calculated by the formula:

According to
the results of calculations,
 ,
and
,
and
 .
Simulation of this calculated circuit of the driver confirmed the
accuracy of calculations. The oscillograms of the operation
simulation are shown in Fig. 9.
.
Simulation of this calculated circuit of the driver confirmed the
accuracy of calculations. The oscillograms of the operation
simulation are shown in Fig. 9.
Real tests of the new pulse
driver were also carried out. The graph of the performed
measurements is shown in Fig. 10. As can be seen from Fig. 10 there
is practically no interference in the results obtained. This allows
us to talk about identifying and complete eliminating the source of
data distortion in the developed hydraulic transmission testing
system. In this case, the application of digital filtering
algorithms is not necessary.
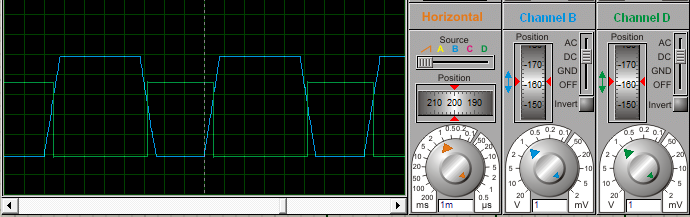
Fig. 9. The
oscillograms of the driver operation simulation
Findings
For the projected optical sensor
of the rotational frequency based on the existing D-2MMU-2 sensor,
the analysis of the methodological and instrumental errors was
performed. Based on the data obtained, a more rational variant of
the frequency calculation algorithm was proposed, and the number of
teeth of the sensor disk was justified. The nature of the
interferences that occur during data collection was investigated. As
a result, the main source of measurement distortion was established
and the method for improving the hardware of the hydraulic
locomotive test bench, which eliminated this source, was proposed.
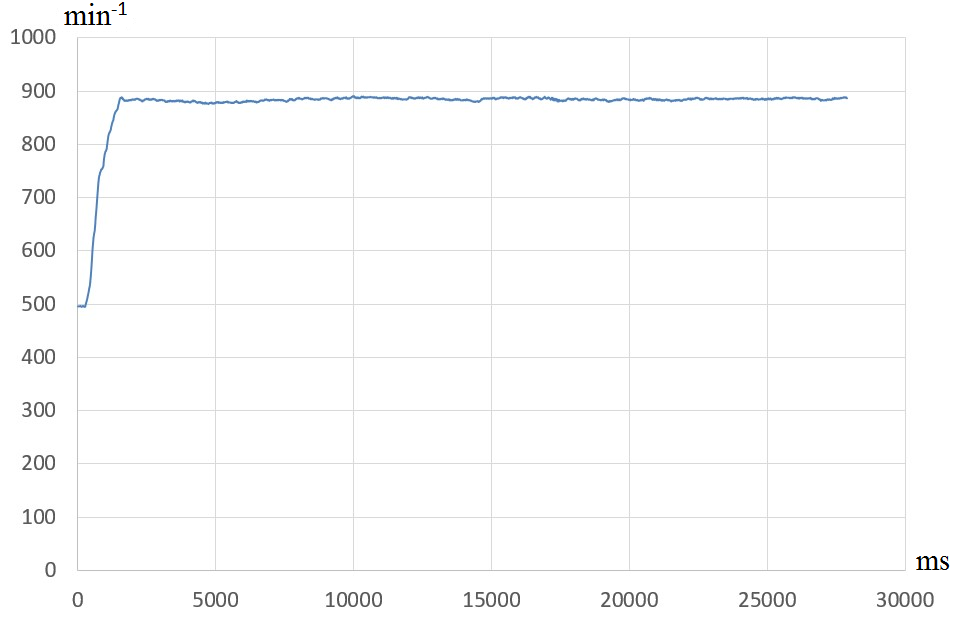
Fig. 10. The graph
of the performed measurements of the rotational frequency using
the
pulse driver based on the operational amplifier
Originality and Practical
Value
The studies of the dependence of
the methodological and instrumental errors of the designed
rotational frequency sensor were conducted. Rational mechanisms for
filtering the interferences that occur when fixing the rotational
frequency have been proposed. Additional studies have shown the need
for hardware refinement of the signal conditioner circuit. The
conducted researches allowed establishing a rational number of the
sensor disk teeth, which made it possible to improve the measurement
algorithm. It was also proposed hardware improvement of the signal
conditioner circuit from the sensor, which made it possible to get
rid of interferences. The results of the measurements during the
studies are the initial data for further research to determine the
technical state of the hydraulic transmission UGP 750-1200 during
the factory post-repair tests.
Conclusions
The
dependence of the instrumental and methodological errors of the
developed tachometric sensor of the optical type was investigated.
Based on the studies carried out, it is proposed to modify the
algorithm for calculating the rotational frequency as follows: up to
50 min-1
(valid at the average acceleration a
= 1.15 min-1/s2
[13]) to perform calculations taking into account every second
period of the signal from the sensor ( for 10 teeth disk), and
starting from the rotational frequency greater than 50 min-1
to take into account the duration of ten periods of the signal from
the sensor as one period, i.e. to simulate a disk with one tooth. It
was found that the use of a 10-tooth disc is rational.
In order to eliminate distortions in the measurements,
calculation and testing of the pulse driver from
the sensor based on the operational amplifier LM124 was performed on
the basis of the used Schmitt trigger CD40106BM.
LIST OF REFERENCE LINKS
Воскобойников,
Ю. Е. Фильтрации сигналов и изображений:
Фурье и вейвлет алгоритмы (с примерами
в Mathcad) : монография / Ю. Е. Воскобойников,
А. В. Гочаков, А. Б. Колкер ; Новосиб. гос.
архитектур.-строит. ун-т
(Сибстрин). – Новосибирск : НГАСУ,
2010. – 188 с.
Жуковицький,
І. В. Вдосконалення методів та засобів
вимірювання частоти обертання вала
гідравлічної передачі тепловоза з
використанням мікроконтролера / І. В.
Жуковицький, І. А. Клюшник //
Соврем. информ. и коммуник. технологии
на трансп., в пром-сти и образовании
: тез.
Х Междунар. науч.-практ.
конф. (14.12–15.12.2016
г.) / Днепропетр. нац. ун-т
ж.-д. трансп. – Днепропетровск, 2016. –
С. 46–47.
Мамий,
А. Р. Операционные усилители / А. Р.
Мамий, В. Б. Тлячев. – Майкоп :
АГУ, 2005. − 192 с.
Рабинович,
С. Г. Погрешности измерений : науч. изд.
/ С. Г. Рабинович. – Ленинград : Энергия,
1978. – 261 с.
Сергиенко,
А. Б. Цифровая обработка сигналов :
учеб. пособие / А. Б. Сергиенко. – 2-е
изд. – Санкт-Петербург : Питер, 2007. –
750 с.
Тахометры
магнитоиндукционные дистанционные
ТМи [Electronic recourse]
// ООО «Саранские приборы». – 2016. –
Available at:
http://sibspz.ru/pribory-dlya-izmereniya-parametrov-dvizheniya-takhometry/takhometry-magnitoinduktsionnye-distantsionnye-tmi.
– Title from
the screen. –
Accessed : 28.12.2016.
Carter,
B. Op Amps for Everyone / B. Carter. – 2nd еd.
– Texas, USA : Elsevier Science, 2003. – 472 с.
CD40106BM/CD40106BC.
Hex Schmitt Trigger [Electronic resource] // Texas Instruments. –
2016. – Available at:
http://www.ti.com/lit/ds/symlink/cd40106bm.pdf. – Title from the
screen. – Accessed : 28.12.2016.
Information-measuring
Test System of Diesel Locomotive Hydraulic Transmissions / I. V.
Zhukovytskyy, I. A. Kliushnyk, O. B. Ochkasov, R. O. Korenyuk
// Наука та
прогрес транспорту.
– 2015. – № 5 (59). – С. 53–65.
doi: 10.15802/stp2015/53159.
LMx24-N,
LM2902-N. Low-Power, Quad-Operational Amplifiers [Electronic
resource] // Texas Instruments. – 2016. – Available at:
http://www.ti.com/lit/ds/symlink/lm2902-n.pdf. – Title from the
screen. – Accessed : 28.12.2016.
Merry,
R. J. E. Optimal higher-order encoder time-stamping /
R. J. E. Merry, M. J. G. van de Molengraft, M. Steinbuch //
Mechatronics.
– 2013. – Vol.
23. – Iss. 5.
– Р.
481–490. doi:
10.1016/j.mechatronics.2012.10.011.
Zhang,
L. An open embedded hardware and software architecture applied to
industrial robot control / L. Zhang, Р.
Slaets, Н.
Bruyninckx // IEEE Intern. Conf. on Mechatronics and Automation. –
2012. – Р.
1822–1828. doi:
10.1109/ICMA.2012.6285098.
Zhukovytskyy,
I. V. Use of microcontroller for measuring shaft speed of diesel
locomotive hydraulic transmission / I. V. Zhukovytskyy, I. A.
Kliushnyk // Наука та
прогрес транспорту.
– 2016. – № 5 (65). – С. 43–53.
doi: 10.15802/stp2016/83990.
І.
В. ЖУКОВИЦЬКИЙ1*,
І. А. КЛЮШНИК2*
1*Каф.
«Електронні обчислювальні машини»,
Дніпропетровський національний
університет
залізничного транспорту
імені академіка В. Лазаряна, вул.
Лазаряна, 2, Дніпро, Україна,
49010, тел.
+38 (056) 373 15 89, ел. пошта ivzhuk@mail.ru, ORCID
0000-0002-3491-5976
2*Каф. «Електронні
обчислювальні машини», Дніпропетровський
національний університет
залізничного
транспорту імені академіка В. Лазаряна,
вул. Лазаряна, 2, Дніпро, Україна,
49010,
тел. +38 (056) 373 15 89, ел. пошта klugran@i.ua, ORCID
0000-0001-9939-0755
ВИБІР
ОПТИМАЛЬНИХ ПАРАМЕТРІВ ВИМІРЮВАННЯ
ЧАСТОТИ ОБЕРТАННЯ ВАЛА ГІДРАВЛІЧНОЇ
ПЕРЕДАЧІ
ТЕПЛОВОЗА З ВИКОРИСТАННЯМ
МІКРОКОНТРОЛЕРА
Мета.
Стаття передбачає знаходження рішення
задачі розробки та удосконалення
засобів вимірювання тахометричних
даних раніше створеної
інформаційно-вимірювальної системи
випробувань гідравлічних передач
тепловозів шляхом обґрунтування
оптимальної конструкції датчика та
алгоритмів обробки сигналу від нього.
При цьому відштовхуватися необхідно,
в першу чергу, від можливості модифікації
вже існуючого стенду випробувань
гідравлічних передач тепловозів на
Дніпропетровському заводі по ремонту
тепловозів «Промтепловоз». Методика.
У роботі дослідниками була запропонована
методика модифікації конструкції
датчика та алгоритму обробки його
сигналів. Вона спирається на попередні
розробки тахометричного датчика
оптичного типу на основі датчика
Д-2ММУ-2 мікропроцесорної автоматизованої
системи стендових випробувань
гідравлічних передач тепловозів в
умовах тепловозоремонтного заводу.
Обґрунтовано вибір необхідного алгоритму
вимірювань і кількості зубців датчика
шляхом розрахунків інструментальної
та методичної похибок. Також описані
дослідження, спрямовані на виявлення
джерела перешкод при вимірах частоти
обертання та знайдено рішення щодо
його усунення. Результати.
Для спроектованого датчика частоти
обертання оптичного типу на основі вже
існуючого датчика Д-2ММУ-2 авторами було
виконано аналіз залежності методичної
та інструментальної похибок. Запропоновано,
на основі отриманих даних, більш
раціональний варіант алгоритму
розрахунку частоти обертання, а також
обґрунтована кількість зубців диска
датчика. Далі було встановлено основне
джерело перешкод вимірів та був
запропонований спосіб удосконалення
апаратної частини стенду випробувань
гідравлічних передач тепловозів.
Наукова
новизна.
Були проведені дослідження залежності
методичної та інструментальної похибок
спроектованого датчика частоти
обертання. Запропоновані механізми
фільтрації перешкод, що виникають при
фіксації частоти обертання датчиком.
Додаткові дослідження показали
необхідність апаратного доопрацювання
схеми формувача сигналу. Практична
значимість.
Проведені дослідження дозволили
встановити раціональну кількість
зубців диска датчика, що дало можливість
удосконалити алгоритм вимірювань.
Також було виконано апаратне поліпшення
схеми формувача сигналу від датчика,
що дозволило позбутися перешкод.
Результати вимірювань при дослідженнях
є вихідними даними для виконання
подальших досліджень із метою визначення
технічного стану гідравлічної передачі
УГП 750-1200 під час заводських післяремонтних
випробувань.
Ключові
слова: тахометричний датчик; Д-2ММУ-2;
гідравлічна передача; випробування
гідропередач; випробувальний стенд;
інформаційно-вимірювальна система
И. В.
ЖУКОВИЦКИЙ1*, И. А. КЛЮШНИК2*
1*Каф.
«Электронные вычислительные машины»,
Днепропетровский национальный
университет
железнодорожного транспорта
имени академика В. Лазаряна, ул. Лазаряна,
2, Днипро, Украина,
49010, тел. +38 (056) 373 15 89,
эл. почта ivzhuk@mail.ru, ORCID
0000-0002-3491-5976
2*Каф.
«Электронные вычислительные машины»,
Днепропетровский национальный
университет
железнодорожного транспорта
имени академика В. Лазаряна, ул. Лазаряна,
2, Днипро, Украина,
49010, тел. +38 (056) 373 15 89,
эл. почта klugran@i.ua, ORCID 0000-0001-9939-0755
ВЫБОР
ОПТИМАЛЬНЫХ ПАРАМЕТРОВ ИЗМЕРЕНИЯ
ЧАСТОТЫ ВРАЩЕНИЯ ВАЛА ГИДРАВЛИЧЕСКОЙ
ПЕРЕДАЧИ ТЕПЛОВОЗА С ИСПОЛЬЗОВАНИЕМ
МИКРОКОНТРОЛЛЕРА
Цель.
Статья предусматривает нахождение
решения задачи разработки и
усовершенствования средств измерения
тахометрических данных ранее созданной
информационно-измерительной системы
испытаний гидравлических передач
тепловозов путем обоснования оптимальной
конструкции датчика и алгоритмов
обработки сигнала от него. При этом
отталкиваться необходимо, в первую
очередь, от возможности модификации
уже существующего стенда испытаний
гидравлических передач тепловозов на
Днепропетровском заводе по ремонту
тепловозов «Промтепловоз». Методика.
В работе исследователями была предложена
методика модификации конструкции
датчика и алгоритма обработки его
сигналов. Она опирается на предыдущие
разработки тахометрического датчика
оптического типа на основе датчика
Д-2ММУ-2 микропроцессорной автоматизированной
системы стендовых испытаний гидравлических
передач тепловозов в условиях
тепловозоремонтного завода. Обоснован
выбор необходимого алгоритма измерений
и количества зубьев датчика путем
расчетов инструментальной и методической
погрешностей. Также описаны исследования,
направленные на выявление источника
помех при измерениях частоты вращения,
и найдено решение по его устранению.
Результаты.
Для спроектированного датчика частоты
вращения оптического типа на основе
уже существующего датчика Д-2ММУ-2
авторами был выполнен анализ зависимости
методической и инструментальной
погрешностей. Предложен, на основе
полученных данных, более рациональный
вариант алгоритма расчёта частоты
вращения, а также обосновано количество
зубьев диска датчика. Далее был установлен
основной источник помех измерений и
был предложен способ усовершенствования
аппаратной части стенда испытаний
гидравлических передач тепловозов.
Научная новизна.
Были проведены исследования зависимости
методической и инструментальной
погрешностей спроектированного датчика
частоты вращения. Предложены
механизмы фильтрации помех, возникающих
при фиксации частоты вращения датчиком.
Дополнительные исследования показали
необходимость аппаратной доработки
схемы формирователя сигнала. Практическая
значимость. Проведённые
исследования позволили установить
рациональное количество зубьев диска
датчика, что дало возможность
усовершенствовать алгоритм измерений.
Также было выполнено аппаратное
улучшение
схемы формирователя сигнала от датчика,
что позволило избавиться от помех.
Результаты измерений при исследованиях
являются исходными данными для выполнения
дальнейших исследований с целью
определения технического состояния
гидравлической передачи УГП 750-1200 во
время заводских послеремонтных
испытаний.
Ключевые
слова: тахометрический датчик;
Д-2ММУ-2; гидравлическая передача;
испытания гидропередач; испытательный
стенд; информационно-измерительная
система
REFERENCES
Voskoboynikov,
Y. Y., Gochakov, A. V., & Kolker, A. B. (2010). Filtratsii
signalov i izobrazheniy: Fure i veyvlet algoritmy (s primerami v
Mathcad). Novosibirsk: NSUACE.
Zhukovytskyi,
I. V., & Kliushnyk, I. A. (2016). Vdoskonalennia metodiv ta
zasobiv vymiriuvannia chastoty obertannia vala hidravlichnoi
peredachi teplovoza z vykorystanniam mikrokontrolera. Proceedings
of the X International Conference «Modern Information and
Communication Technologies on a Transport, in Industry and
Education», Dec. 14-15, 2016, Dnipro, Ukraine.
46-47.
Mamiy,
A. R., & Tlyachev, V. B. (2005). Operatsionnyye
usiliteli. Maikop:
ASU.
Rabinovich,
S. G. (1978). Pogreshnosti izmereniy.
Leningrad:
Energiya.
Sergienko,
A. B. (2007). Tsifrovaya obrabotka
signalov (2nd ed.). St.
Petersburg: Piter.
Takhometry
magnitoinduktsionnyye distantsionnyye TMi.
(n.d.) Retrieved from
http://sibspz.ru/pribory-dlya-izmereniya-parametrov-dvizheniya-takhometry/takhometry-magnitoinduktsionnye-distantsionnye-tmi
Carter,
B. (2003). Op Amps for Everyone
(2nd ed.). Texas, USA: Elsevier Science.
CD40106BM/CD40106BC.
Hex Schmitt Trigger. (2011). Dallas, Texas: Texas Instruments
Incorporated. Literature Number: SNOS353B. Retrieved from
http://www.ti.com/lit/ds/symlink/cd40106bm.pdf
Zhukovytskyy,
I. V., Kliushnyk, I. A., Ochkasov, O. B., & Korenyuk, R. O.
(2015). Information-Measuring Test System of Diesel Locomotive
Hydraulic Transmissions. Science and
Transport Progress, 5(59),
53-65. doi: 10.15802/stp2015/53159
LMx24-N,
LM2902-N. Low-Power, Quad-Operational Amplifiers. (2016).
Dallas, Texas: Texas Instruments Incorporated. Retrieved from
http://www.ti.com/lit/ds/symlink/lm2902-n.pdf
Merry,
R. J. E., Van de Molengraft, M. J. G., & Steinbuch, M. (2013).
Optimal higher-order encoder time-stamping. Mechatronics,
23(5),
481-490. doi:
10.1016/j.mechatronics.2012.10.011
Zhang,
L., Slaets, Р., & Bruyninckx, Н.
(2012). An open embedded hardware and software architecture applied
to industrial robot control. Proceedings
of the IEEE International Conference on Mechatronics and
Automation, Aug. 5-8, 2012.
1822-1828. doi: 10.1109/ICMA.2012.6285098
Zhukovytskyy,
I. V., & Kliushnyk, I. A. (2016). Use of microcontroller for
measuring shaft speed of diesel locomotive hydraulic transmission.
Science and Transport Progress, 5(65), 43-53.
doi 10.15802/stp2016/83990
Prof.
V. V. Skalozub, D. Sc. (Tech.), (Ukraine);
Prof. V. V. Tkachov, D. Sc. (Tech.),
(Ukraine)
recommended this article to be published
Accessed:
Oct. 19, 2016
Received:
Feb. 22, 2017