ISSN
2307–3489 (Print), ІSSN
2307–6666
(Online)
Наука
та прогрес транспорту. Вісник
Дніпропетровського
національного університету залізничного
транспорту, 2019, № 4
(82)
ЕКСПЛУАТАЦІЯ
ТА РЕМОНТ ЗАСОБІВ ТРАНСПОРТУ
Експлуатація
та ремонт
засобів транспорту
УДК 656.212:629.4.048
Д. Н. КОЗАЧЕНКО1*,
Ю. Н. ГЕРМАНЮК2*, Э. К. МАНАФОВ3*
1*Каф.
«Управление эксплуатационной работой»,
Днипровский национальный
университет
железнодорожного транспорта имени
академика В. Лазаряна,
ул. Лазаряна, 2,
Днипро, Украина, 49010, тел.
+38 (056) 373 15 04,
эл. почта kozachenko@upp.diit.edu.ua,
ORCID 0000-0003-2611-1350
2*Каф.
«Транспортные технологии», Днипровский
национальный университет
железнодорожного
транспорта имени академика В. Лазаряна,
Львовский филиал,
ул. И. Блажкевич, 12а,
Львов, 79052, Украина, тел. +30 (032) 267 99 74,
эл.
почта yuhermanyuk@gmail.com, ORCID 0000-0002-4905-8313
3*Каф.
«Эксплуатация железнодорожного
транспорта», Азербайджанский
технический
университет, пр. Г. Джавида, 25, Баку,
Азербайджан, AZ 1073,
тел. +994 (55) 741 79 39, эл.
почта elshan_manafov@mail.ru,
ORCID 0000-0001-5697-577X
ОРГАНИЗАЦИЯ
КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
ЖЕЛЕЗНОДОРОЖНЫХ СТАНЦИЙ
НА ОСНОВАНИИ
СТАТИСТИЧЕСКИХ МЕТОДОВ
Цель.
В данной
статье авторы предполагают разработать
статистические методы контроля
технологических процессов работы
железнодорожных станций на основании
контрольных карт Шухарта. Методика.
Исследования в статье
выполнены на основании методов
статистического контроля качества и
теории эксплуатации железных дорог.
Результаты. Существующие
методы контроля выполнения технологических
процессов железнодорожных станций
ориентированы на достижение количественных
показателей их работы при безусловном
выполнении необходимого перечня
технологических операций и соблюдения
требований безопасности движения
поездов. В то же время проблема контроля
соблюдения качественных показателей
работы станций требует дополнительных
исследований. Основным критерием для
оценки качества выполнения технологических
процессов, связанных с обработкой
поездов, локомотивов, вагонов, контейнеров,
грузов, документов и информации на
железнодорожных станциях является их
продолжительность. Учитывая то, что
затраты времени на обработку указанных
объектов являются случайными величинами,
для контроля и управления технологическими
процессами станций предложено использовать
статистические методы, в частности
карты Шухарта. В качестве примера в
статье рассмотрены процессы технического
обслуживания вагонов грузовых поездов
по отправлению и построены карты Шухарта
для станций Клепаров и Баладжары. Анализ
работы обеих станций показал наличие
существенного влияния местных условий
на продолжительность технического
обслуживания составов поездов по
отправлению,а также значительные
отклонения между его нормативной и
фактической продолжительностью. Научная
новизна. В
данной работе впервые предложен метод
управления технологическими процессами
железнодорожных станций, основанный
на использовании контрольных карт
Шухарта. Практическая
значимость.
Применение предложенного метода
позволяет, с одной стороны, адекватно
выполнять контроль продолжительности
технологических процессов и отдельных
технологических операций, представляющих
собой, как правило, случайные величины,
а с другой – оценивать возможность
реализации установленных технологическими
процессами норм. Кроме того, организация
накопления статистической информации
о ходе выполнения технологических
процессов также позволит существенно
упростить построение адекватных
имитационных моделей, учитывающих
стохастичный характер функционирования
железнодорожных станций.
Ключевые
слова:
железнодорожный транспорт; железнодорожная
станция; технологический процесс;
статистический контроль качества; карты
Шухарта
Введение
Железнодорожный
транспорт является одним из основных
видов наземного транспорта. Его
отличительные характеристики – высокая
провозная способность, низкие удельные
расходы энергии на перемещение пассажиров
и грузов, а также высокая безопасность
перевозок. При этом одним из основных
методов обеспечения установленных
сроков доставки, экономичности и
безопасности перевозок на железнодорожном
транспорте является предварительная
разработка прогрессивных технологических
процессов линейных подразделений, в
частности железнодорожных станций.
Нарушение технологических процессов
железнодорожных станций может повлечь
за собой экономический ущерб, а в
отдельных случаях ущерб окружающей
среде, здоровью и жизни людей [4]. В этой
связи проблема совершенствования
методов управления технологическими
процессами железнодорожных станций
является актуальной.
Нужно отметить, что
само понятие технологического процесса
железнодорожной станции требует
уточнения. Так, в [13] технологический
процесс определён как нормативный
документ, в котором изложена система
организации работы станции, основанная
на применении передовых методов труда,
последовательности и норм времени на
выполнение технологических операций
по приёму, отправлению и обработке
поездов и вагонов всех категорий при
безусловном обеспечении безопасности
движения, сохранности перевозимых
грузов, соблюдении требований охраны
труда и окружающей природной среды. В
[12] определение технологического
процесса работы станции отсутствует,
но указано, что технологические процессы
должны регламентировать все выполняемые
конкретной станцией технологические
операции независимо от их частоты и
объёмов. Таким образом, на железнодорожном
транспорте сложилась ситуация, когда
в качестве технологического процесса
рассматривают нормативный документ,
в котором этот процесс должен быть
представлен без раскрытия его сути. В
соответствии с таким определением
понятия «технологический процесс
станции» на железнодорожном транспорте
сформировалось понятие управления и
контроля технологических процессов
их работы.
В [13] задача контроля
выполнения технологических процессов
железнодорожных
станций сводится к контролю выполнения
плановых показателей эксплуатационной
работы, а также к контролю за соблюдением
установленного технологическим
процессом порядка выполнения поездной
и маневровой работы, графика исполненной
работы станции, соответствующих журналов
учета работы станции в соответствии
с требованиями форм первичной учетной
документации по хозяйству перевозок
и инструктивных указаний по их составлению
и ведению, а также к принятию оперативных
мер по недопущению нарушений установленной
технологии.
В
[12] указано на
необходимости контроля технических
средств станции, а также необходимости
проведения соответствующих мероприятий
при превышении рационального уровня
их загрузки. Такой подход к контролю
и управлению технологическими
процессами железнодорожных станций
имеет два существенных недостатка.
Во-первых, одним из основных показателей
качества работы транспорта является
срок доставки. Железнодорожный транспорт
станции оказывает решающее влияние на
данный показатель, так как вагон
находится в процессе движения лишь
около 10 % продолжительности своего
оборота, а 90 % – на железнодорожных
станциях и примыкающих к ним подъездных
путях. В то же время контроль затрат
времени на технологические процессы
на станциях осуществляют лишь путем
оценки математического ожидания
величины простоя вагонов, безотносительно
к каждой отдельной перевозке.
Во-вторых,
для существующего подхода характерен
значительный уровень субъективизма,
как при установлении плановых показателей,
так и при оценке результатов работы
станций. В-третьих,
существующие
методы решений по изменению технологии,
технического оснащения и путевого
развития железнодорожных станций
базируются на методах графического,
графоаналитического и имитационного
моделирования [3, 6,
11, 18].
Исследования,
выполненные в [10], показывают, что замена
модели функционирования станции со
случайной продолжительностью
технологических операций на математическую
модель с постоянной продолжительностью
операций приводит к существенной
погрешности результатов оценивания.
Отсутствие данных о параметрах
распределений случайных величин
продолжительности выполнения
технологических операций на
станциях приводит к необходимости
выполнения этапа обследования станций
[9], что усложняет процесс оценки.
Определение понятия
«технологический процесс» есть в
нормативных документах, регламентирующих
промышленное производство. ГОСТ
3.1109-82 [7] для области изготовления и
ремонта изделий машино- и приборостроения
определяет понятие технологического
процесса как часть производственного,
содержащего целенаправленные действия
по изменению и (или) определению
состояния предмета труда.
В научной литературе
понятие «технологический процесс»
имеет значительное количество
разнообразных определений. В частности,
в [19] его определяют как основную часть
производственного процесса, которая
напрямую связана с изменением формы,
размеров, качества поверхности и
физико-химических свойств заготовки.
Отмечено, что технологический процесс
– это дискретный процесс, в котором
состояние изготавливаемого элемента
изменяется постепенно и обычно
необратимо. В работе [21] технологический
процесс рассматривают как часть
производственного, которая связана с
обработкой на рабочих местах производства
отдельных продуктов. Отмечено, что
технологические процессы происходят
в рамках технологических систем и
состоят в преобразовании входных
элементов в искомую форму. Технологический
процесс представляет собой совокупность
технологических операций с целью
превращения низшей ценности в высшую
посредством действий человека. Он
косвенно связан с элементами производства
при их взаимном действии на отдельных
производственных рабочих местах и
содержит: методы работы на рабочем
месте, режим работы, время и сложность
работы, которую используют для
производства продукта.
Нужно отметить, что
объектами труда на железнодорожных
станциях, как правило, является не
сырье, а поезда, вагоны и локомотивы,
грузы, документы и информация. В этой
связи рассмотрим ряд более общих
определений. Так, например, в [6]
технологический процесс определен как
процесс перевода предметов труда из
одного состояния в другое посредством
влияния внутренней среды
производственно-технической системы
на предмет труда через технологическое
оборудование.
Дискретный и
целенаправленный характер технологических
процессов подчеркнут в [22]. В соответствии
с данной работой технологический
процесс – это отлаженная последовательность
взаимосвязанных действий, начиная с
момента генерации исходных данных до
достижения желаемого результата.
Технологические процессы состоят из
технологических операций, которые, в
свою очередь, определяются технологическими
переходами. Технологические переходы
названы законченной частью технологической
операции, осуществляемой с использованием
тех же инструментов технологического
обеспечения. Другими словами,
технологический процесс является
частью производственного процесса,
который включает в себя целенаправленные
действия по изменению состояния предмета
труда.
Достаточно общее
определение понятия технологического
процесса приведено в [26] – это метод
работы, используемый в технологиях и
состоящий из упорядоченной
последовательности шагов, которые
необходимо выполнить, чтобы удовлетворить
потребность или решить проблему.
В
целом выполненный анализ характерных
особенностей технологического процесса
позволяет выделить, что он является
частью производственного процесса
предприятий, имеет начало и окончание,
а также состоит из определенного числа
целенаправленных технологических
операций. В этой связи будем считать,
что документ «технологический процесс»
описывает производственный процесс
железнодорожной станции, включающий
множество технологических процессов
обработки на них поездов, локомотивов,
вагонов, контейнеров, грузов, документов
и информации. В качестве отдельного
технологического процесса можно,
например, рассматривать погрузку
вагона, расформирование состава на
сортировочной горке и т. п. Такой подход
к определению технологических процессов
железнодорожных станций позволяет
использовать для управления ими методы,
разработанные для управления
технологическими процессами в
промышленности.
К свойствам любого
технологического процесса можно отнести
следующие:
– определенность,
т. е. степень, в которой фактический
процесс соответствует его первоначальному
описанию;
– стоимость, т. е.
общая стоимость выполнения функций
процесса и передачи промежуточных
результатов между ними;
– репликация –
способность технологического процесса
создавать выходные потоки с одинаковыми
характеристиками, приближаясь к заданным
характеристикам при повторных
реализациях;
– управляемость,
т. е. степень управления процессом
для выполнения заранее поставленных
задач;
– эффективность –
степень оптимальности использования
ресурсов для достижения необходимых
результатов.
Фундаментальным
свойством технологического процесса
является более сложный аналог репликации,
а именно стабильность технологического
процесса. При этом информация, полученная
в результате статистического анализа
точности и стабильности технологического
процесса, может быть использована в
качестве аргумента для регулятора в
системе управления с целью синтеза
соответствующего управляющего
воздействия.
Методы
контроля и управления технологическими
процессами, которые решают данные
проблемы, широко применяют в промышленности.
Методической основой данных методов
является математическая статистика.
Основные статистические методы, которые
используют в промышленности, – это
выборочные методы контроля, а также
методы активного контроля технологических
процессов. Выборочные методы в основном
применяют при приемочном контроле для
проверки соблюдения технических
требований, предъявляемых к качеству
изделий [14,
16]. Эти методы не
оказывают непосредственного влияния
на производство изделий, а выявляют
брак уже готовой продукции [1,
8]. Учитывая, что
число обслуживаемых объектов на станциях
не столь велико, как в промышленности,
существенной потребности в использовании
выборочных методов контроля для
управления ими нет. Активный контроль
направлен на обеспечение необходимого
качества продукции в самом процессе
производства, снижение потерь из-зи
брака и расходов на контроль.
Одним
из широко используемых инструментов
статистического управления технологическими
процессами является предложенная
Уолтером Шухартом контрольная карта
[24]. Этот метод основывается на методах
проверки статистических гипотез. При
этом теория контрольных карт выделяет
два вида вариабельности или изменчивости.
Первый вид – изменчивость, вызванная
случайными причинами (их также называют
общими, естественными, внутренними,
неконтролируемыми). Эта изменчивость
обусловлена набором разнообразных
причин, присутствующих постоянно,
которые нелегко или невозможно выявить.
Предположено, что эти причины формируют
внутренне присущую процессу изменчивость.
Второй вид вариабельности представляет
собой реальное изменение в процессе.
Такое изменение может быть следствием
некоторых причин, не присущих процессу,
которые можно идентифицировать и
устранить, по крайней мере теоретически.
Процесс находится в статистически
управляемом состоянии или просто
управляем, если изменчивость вызвана
только случайными причинами. Как только
этот уровень вариабельности определен,
любое отклонение от него считают
действием особых причин, которое следует
выявить и исключить.
В современных
условиях контрольные карты Шухарта
широко используются как на промышленных
предприятиях для анализа тех или иных
производственных процессов, так и в
образовании, медицине, сфере услуг, при
анализе бизнеса, в государственном
управлении и т. п. Детальный обзор
научных работ по применению карт Шухарта
выполнен Адлером и др. в работе [2].
Порядок использования контрольных
карт Шухарта регламентирован международным
стандартом [20]. Однако в эксплуатационной
работе железнодорожного транспорта
статистические методы управления
технологическими процессами пока не
получили широкого применения. Данному
вопросу посвящены единичные работы,
преимущественно связанные с безопасностью
транспортных процессов. В частности,
Самсонкин и Петинов в работе [23] на
основании карт Шухарта разработали
метод оценки состояния машинистов.
Хаммидулина и Тарасова в работе [17]
карты Шухарта предложили использовать
для управления рисками производственного
травматизма на железнодорожном
транспорте.
Таким
образом, выполненный анализ научных
работ по управлению технологическими
процессами железнодорожных станций
показывает, что данная проблема
окончательно не решена и требует
дополнительных исследований.
Цель
В
данной статье авторы предполагают
разработать статистические методы
контроля технологических процессов
работы железнодорожных станций на
основании контрольных карт Шухарта.
Методика
Для анализа выбран
технологический процесс технического
обслуживания вагонов грузового поезда
в парке отправления сортировочной
станции. Процесс технического обслуживания
поезда по отправлению заключается в
техническом осмотре вагонов и устранении
обнаруженных неисправностей путем
безотцепочного или отцепочного ремонта.
Нормы [12, 13] указывают
на предельную продолжительность
технического осмотра и ремонта
вагонов. Нужно отметить, что процесс
технического обслуживания поездов по
отправлению подвержен влиянию
значительного числа факторов, и его
продолжительность является случайной
величиной. В этих условиях методика
контроля соответствия продолжительности
технического обслуживания поездов
установленной норме остается непонятной,
так как вероятность выхода случайной
величины за указанные границы нормативными
документами не установлена. Более того,
техническое обслуживание вагонов на
сортировочных станциях выполняют
работники вагонного хозяйства, при
этом нормирование их штата осуществляют
исходя из возможности обслуживания
поступающего числа вагонов в течение
суток безотносительно ко времени
обслуживания отельного поезда.
В учебной литературе
[15] норму времени на техническое
обслуживание вагонов грузовых поездов
по отправлению трактуют как предельную,
а среднюю продолжительность операции
определяют по формуле:
 , (1)
, (1)
где
 –
доля составов, требующих безотцепочного
ремонта вагонов;
–
доля составов, требующих безотцепочного
ремонта вагонов;
 –
средняя продолжительность технического
осмотра одного вагона;
–
средняя продолжительность технического
осмотра одного вагона;
 –
число вагонов в составе поезда;
–
число вагонов в составе поезда;
 – количество групп осмотрщиков вагонов
в бригаде ПТО;
– количество групп осмотрщиков вагонов
в бригаде ПТО;
 – средняя продолжительность безотцепочного
ремонта вагонов, приходящаяся на один
состав.
– средняя продолжительность безотцепочного
ремонта вагонов, приходящаяся на один
состав.
В [15] в качестве
примера приведены следующие значения
параметров выражения (1):
=
0,6;
 =
0,96 мин,
=
15 мин. При этом ни в нормативных
документах, ни в учебной литературе,
ни в научных трудах не указан порядок
оценки этих параметров для конкретной
станции.
=
0,96 мин,
=
15 мин. При этом ни в нормативных
документах, ни в учебной литературе,
ни в научных трудах не указан порядок
оценки этих параметров для конкретной
станции.
В данном исследовании
рассмотрена работа сортировочных
станций Клепаров (Львовская железная
дорога) и Баладжары (Азербайджанская
железная дорога). Обработку поездов по
отправлению на обеих станциях выполняет
одна бригада ПТО в составе одной группы.
Технологические процессы работы станций
Клепаров и Баладжары содержат нормы
времени на техническое обслуживание
поездов по отправлению, которые
составляют соответственно 45 и 48 мин
для составов поездов из 57 вагонов.
Продолжительность
обслуживания состава поезда бригадой,
состоящей из одной группы, пропорциональна
числу вагонов в нем и может быть
установлена как:
где
 –
затраты времени на выполнение начальных
и конечных операций;
–
затраты времени на выполнение начальных
и конечных операций;
–
средняя продолжительность
технического обслуживания одного
вагона в поезде.
Примем, что затраты
времени на выполнение начальных и
конечных операций для разных поездов
изменяются несущественно. В этих
условиях продолжительность технического
осмотра и ремонта, приходящиеся на один
вагон i-го поезда, могут быть
установлены как:
 .
.
В расчетах принято,
что
 мин. В результате нормативная
продолжительность технического
обслуживания одного вагона для станции
Клепаров составляет 0,77 мин, а для станции
Баладжары 0,82 мин.
мин. В результате нормативная
продолжительность технического
обслуживания одного вагона для станции
Клепаров составляет 0,77 мин, а для станции
Баладжары 0,82 мин.
.
Для оценки продолжительности
обслуживания вагонов по отправлению
на основании журналов формы ВУ–14
получены выборки значений продолжительности
обслуживания поездов и числа вагонов
в них. Гистограмма случайной величины
 для станции Клепаров представлена на
рис. 1, а, а для станции Баладжары –
на рис. 1, б.
для станции Клепаров представлена на
рис. 1, а, а для станции Баладжары –
на рис. 1, б.
Продолжительность
технического обслуживания вагона на
станции Клепаров является случайной
величиной с параметрами: математическое
ожидание 1,00 мин, среднее квадратическое
отклонение 0,211 мин, коэффициент асимметрии
0,35, а на станции Баладжары математическое
ожидание – 0,96 мин, среднее квадратическое
отклонение – 0,051 мин, коэффициент
асимметрии – 1,58. Таким образом, для
процесса технического обслуживания
вагонов на станции Клепаров по сравнению
со станцией Баладжары характерно
большее среднее квадратическое
отклонение продолжительности его
выполнения. Причины различий связаны
с особенностью работы рассматриваемых
станций. Станция Клепаров формирует
поезда преимущественно из транзитных
вагонов, перерабатываемых на сортировочной
горке. В этой связи для нее характерна
относительно высокая вероятность
появления вагонов, требующих ремонта.
В то же время станция Баладжары формирует
поезда из местных вагонов из Бакинского
транспортного узла и прилегающих
железнодорожных участков. При этом
контроль технического состояния вагонов
осуществляют при их приеме из подъездных
путей, что практически исключает
попадание неисправных вагонов в составы
отправляемых поездов.
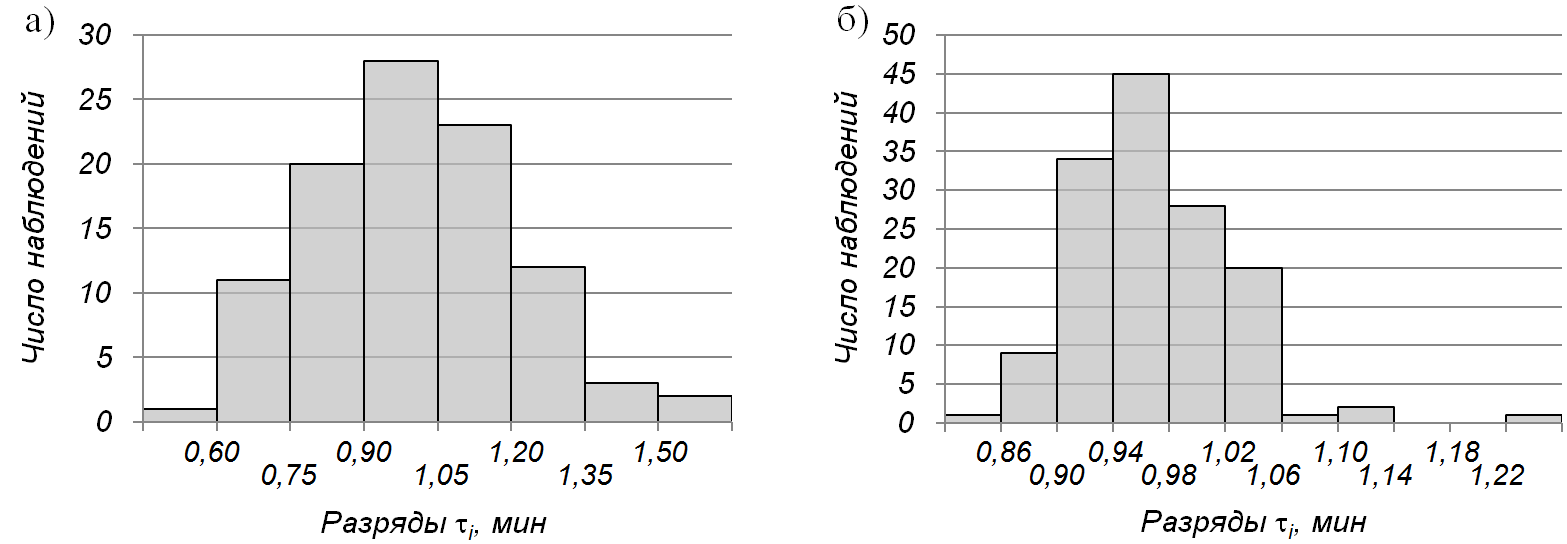
Рис.
1. Гистограммы распределения случайной
величины:
а
– станция Клепаров; б
– станция Баладжары
Fig.
1. Distribution histograms of random variable:
a
–
Kleparov station; b
–
Baladzhary station.
В этой связи при
нормировании продолжительности
технологических операций на станциях
обязательно нужно проводить их
обследование с целью выявления
характерных особенностей работы.
Сравнение реальных
продолжительностей технического
обслуживания вагонов по отравлению на
обеих станциях с нормативными значениями
показывает, что они не соответствуют
друг другу. Так, на станции Клепаров
нормативное время технического
обслуживания вагонов было превышено
в 83 % наблюдаемых случаев, а на станции
Баладжары – в 100 %. Учитывая то, что обе
станции устойчиво работают в течение
длительных периодов, основной причиной
несоответствия, по-видимому, являются
нормы, установленные без учета местных
условий работы станций и методов
контроля их выполнения.
Классическая карта
Шухарта – это график значений определенных
характеристик подгрупп в зависимости
от их номеров. Она имеет центральную
линию (CL), соответствующую
эталонному значению характеристики.
При оценке того, находится ли процесс
в статистически управляемом состоянии,
эталонным обычно служит среднее
арифметическое рассматриваемых данных
. При управлении
процессом в качестве эталона может
быть установлено значение, которое
задано в технических условиях, номинальное
значение, основанное на предыдущей
информации о процессе или намеченное
целевое значение характеристики
продукции или услуги. Карта Шухарта
имеет две статистические определяемые
контрольные границы относительно
центральной линии, которые называют
верхней (UCL) и нижней контрольной
границей LCL). Контрольные границы
на карте Шухарта находятся на расстоянии
3 от центральной
линии, где –
генеральное стандартное отклонение
используемой статистики. Границы ±3
указывают, что около 99,7 % значений
характеристики подгрупп попадут в эти
пределы при условии, что процесс
находится в статистически управляемом
состоянии. Нахождение всех точек
контрольной карты между контрольными
границами UCL и LCL можно рассматривать
как свидетельство нахождения процесса
в статистически управляемом состоянии.
При этом существует риск, равный 0,3 %,
что нанесенная точка окажется вне
контрольных границ, когда процесс
стабилен. Для интерпретации хода
технологических процессов и проверки
наличия особых причин, воздействующих
на него, область между контрольными
границами UCL и LCL делят на шесть
зон шириной
которые располагаются симметрично от
центральной линии CL:
– зона А: от +2
до +3;
– зона B: от +
до +2;
– зона C: от
до +;
– зона C: от –
до ;
– зона B: от –2
до –;
– зона А: от –3
до –2.
Указанные зоны
позволяют установить признаки того,
что процесс находится в статистически
неуправляемом состоянии. Один из
возможных наборов таких признаков
приведен в работе [25], в соответствии
с которой процесс находится в статистически
неуправляемом состоянии, если на
контрольной карте присутствуют следующие
признаки:
– хотя бы одно из
значений лежит за зоной A, т. е. выше
контрольной границы UCL или ниже
границы LCL (признак 1);
– 9 точек подряд
лежат по одну сторону от центральной
линии (признак 2);
– 6 возрастающих
или 6 убывающих подряд точек (признак
3);
– 13 попеременно
возрастающих и убывающих последовательных
точек, напоминающих периодический
процесс (признак 4);
– 9 последовательных
точек, периодично находящихся выше и
ниже центральной линии (признак 4а);
– 2 из 3 последовательных
точек лежат
в одной из зон A (признак
5);
– 4 из 5 последовательных
точек лежат в зоне B или вне ее в зоне
A по одну сторону от средней линии
(признак 6);
– 13 последовательных
точек в зоне C выше и ниже средней линии
(признак 7);
– 5 последовательных
точек по обеим сторонам средней линии
и ни одной в зоне C (признак 8).
Технологические
процессы работы железнодорожных станций
имеют ряд характерных особенностей по
сравнению с большинством технологических
процессов промышленности, для которых
применяют методы статистического
управления. Это связано с тем, что
нормируемым параметром для станций
является продолжительность технологических
операций, а не геометрические размеры
изделий. Так, минимальная продолжительность
технического обслуживания вагонов
ограничена скоростью прохода осмотрщика
вдоль состава, а доля вагонов с
техническими неисправностями относительно
невелика. В этой связи возможность
ускорения продолжительности технического
обслуживания вагонов отдельного поезда
по сравнению со средним весьма ограничена.
В то же время такие причины, как появление
вагонов с техническими неисправностями,
могут вызывать значительное увеличение
продолжительности технологических
процессов. Поэтому, как правило, для
случайной величины продолжительности
технологических процессов на
железнодорожных станциях характерна
асимметрия, и она не подвержена
нормальному закону распределения. В
этой связи порядок построения контрольных
карт требует модификации.
Результаты
Учитывая, что
контролируемой характеристикой
технологических процессов железнодорожных
станций является их продолжительность,
которая измеряема, то для статистического
управления ими могут быть использованы
количественные контрольные карты
индивидуальных значений.
В случае, если
продолжительность технологического
процесса X подчинена логарифмически
– нормальному закону распределения,
для определения контрольных границ
можно использовать параметры случайной
величины Y = ln(),
ее математическое ожидание
и среднее квадратическое отклонение
. Центральную линию
контрольной карты проводят на уровне
e,
контрольные границы – на уровнях e±
и границы зон – на уровнях e±
и e±.
Для оценки параметров распределения
величины Y на начальном этапе
внедрения методов статистического
управления целесообразно использовать
информацию о предыдущем протекании
технологического процесса.
На
основании обработки результатов
наблюдений определено положение
контрольных границ для станций Клепаров
и Баладжары. При определении
параметров распределения для станции
Клепаров из выборки исключены значения
меньше 0,5 мин на вагон. Это связано с
тем, что среди наблюдаемых значений не
было ни одного, которое попадает в
интервал 0,5–0,6 мин на вагон. На станции
Баладжары не было наблюдений проведения
технического обслуживания с такой
скоростью.
Для станции Баладжары
из выборки исключено значение средней
продолжительности осмотра вагонов в
поезде, равное 1,26, которое классифицировано
как нетипичное из-за превышения верхней
контрольной границы.
Полученные контрольные
карты для станций Клепаров
и Баладжары представлены соответственно
на рис. 2, а и б.
В обоих случаях
технологический процесс может быть
охарактеризован как статистически
неуправляемый, что характерно для
случаев, когда контрольные карты строят
впервые. Анализ контрольной карты для
станции Клепаров показывает, что имеют
место случай выхода
среднего времени осмотра вагона в
поезде за пределы нижней контрольной
границы (признак 1). Кроме того, имеет
место случай шести возрастающих
подряд точек (признак 3).
Анализ контрольной карты для станции
Баладжары показывает, что имеет место
случай выхода среднего времени осмотра
вагона в поезде за пределы верхней
контрольной границы (признак 1).
В дальнейшем при
разработке контрольных карт для контроля
и управления технологическими процессами
железнодорожных станций можно
устанавливать прогрессивные нормы на
основании статистического анализа
результатов работы разных смен либо
разных станций с подобной технологией.
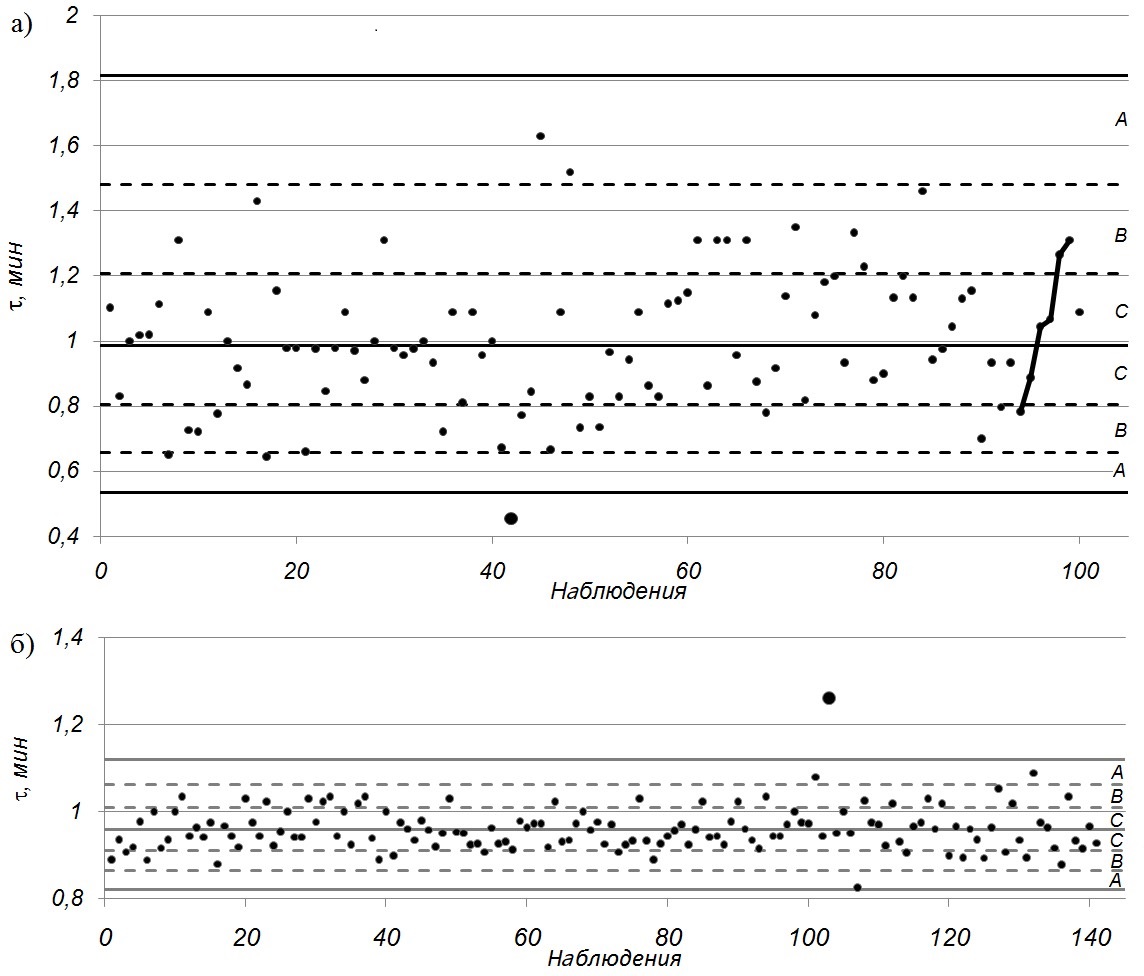
Рис.
2. Контрольная карта для статистического
управления технологическим процессом
технического обслуживания поездов
по отправлению:
а
–
станция Клепаров;
б
– станция Баладжары
Fig.
2. Control chart for statistical managment of the technological
process of technical maintenance of trains by departure:
a
–
Kleparov station;
b
– Baladzhary station
Научная новизна
и практическая
значимость
В данной работе
впервые предложен метод управления
технологическими процессами
железнодорожных станций, основанный
на использовании контрольных карт
Шухарта. Применение предложенного
метода позволяет, с одной стороны,
адекватно выполнять контроль
продолжительности технологических
операций, представляющих собой, как
правило, случайные величины, а с другой
– оценивать возможность реализации
установленных технологическими
процессами норм. На железнодорожном
транспорте налажен систематический
сбор информации о ходе технологических
процессов, который в значительном числе
случаев либо уже автоматизирован, либо
подлежит автоматизации. Поэтому введение
новых статистических методов контроля
технологических процессов в основном
будет связано с разработкой нормативных
документов, совершенствованием
программного обеспечения информационных
систем, обучением персонала, что не
предполагает значительных экономических
расходов. Организация накопления
статистической информации о ходе
выполнения технологических процессов
также позволит существенно упростить
построение адекватных имитационных
моделей, учитывающих стохастичный
характер функционирования железнодорожных
станций.
Выводы
Выполненные
исследования позволяют сделать следующие
выводы:
1. Существующие
методы контроля и управления
технологическими процессами
железнодорожных станций ориентированы
на выполнение плановых количественных
показателей и не позволяют оценивать
эффективность работы станции по
отношению к отдельной перевозке. Кроме
того, для такого подхода характерен
значительный уровень субъективизма
как при установлении плановых показателей,
так и при оценке результатов работы
железнодорожных станций. В этой связи
применяемые методы контроля и управления
технологическими процессами
железнодорожных станций требуют
совершенствования.
2. Основным критерием
для оценки качества выполнения
технологических процессов, связанных
с обработкой поездов, вагонов, локомотивов,
контейнеров, грузов, документов и
информации на железнодорожных станциях
является их продолжительность. Учитывая
то, что затраты времени на обработку
указанных объектов являются случайными
величинами, для контроля и управления
технологическими процессами станций
целесообразно использовать статистические
методы, в частности карты Шухарта.
3. На основании
анализа информации о предыдущем
протекании технологического процесса
обслуживания грузовых поездов по
отправлению на станциях Клепаров и
Баладжары построены контрольные карты
Шухарта для их статистического контроля.
Установлено, что, во-первых, в обоих
случаях технологические процессы
являются статистически неуправляемыми,
а во-вторых, имеются существенные
различия между заложенными в
технологические процессы работы станции
нормами и реальной продолжительностью
обслуживания поездов по отправлению.
4. Внедрение
статистических методов управления
технологическими процессами
железнодорожных станций может быть
реализовано на основе имеющихся
автоматизированных систем управления,
что не связано со значительными
капитальными расходами, а также
увеличением нагрузки на персонал
станций.
СПИСОК ИСПОЛЬЗОВАННЫХ
ИСТОЧНИКОВ
Агамиров,
Л. В. Методы статистического анализа
механических испытаний / Л. В. Агамиров.
– Москва : Интермет Инжиниринг, 2004.
– 128 с.
Адлер, Ю. П.
Контрольные карты Шухарта в России и
за рубежом: краткий обзор современного
со-стояния (статистические аспекты)
[Электронный ресурс] / Ю. П. Адлер, О. В.
Максимова, В. Л. Шпер // Стандарты и
качество. – 2011. – № 8. – Режим доступа:
http://ria-stk.ru/upload/image/stq/2011/N8/0820111.pdf
– Загл. с экрана. – Проверено : 05.09.2019.
Березовий,
М. І. Оцінка пропускної спроможності
промислової сортувальної станції з
використанням її ергатичної моделі /
М. І. Березовий, В. В. Малашкін, Р. Г.
Коробйова // Транспортні системи та
технології перевезень : зб. наук. пр.
Дніпропетр. нац. ун-ту залізн. трансп.
ім. акад. В. Лазаряна. – Дніпропетровськ,
2012. – Вип. 4. – С. 9–12. doi:
10.15802/tstt2012/17119
Бутько,
Т. В. Інтелектуальне управління
сортувальними станціями при перевезеннях
небезпечних вантажів на основі
багатоцільової оптимізації / Т. В.
Бутько, В. М. Прохоров, Д. М. Чехунов //
Наука та прогрес транспорту. – 2018. –
№ 5
(77).
– С. 41–52.
doi:
10.15802/stp2018
Верлан, А.
И. Графоаналитическая модель
функционирования железнодорожных
станций / А. И. Верлан // Восточно-Европейский
журнал передовых технологий. – 2014. –
Т. 6, № 3(72). – С. 21–26.
Власов, В.
А. Моделирование технологических
процессов изготовления промышленной
продукции /
В. А. Власов, И. А. Тихомиров,
И. И. Локтев. – Томск : Изд-во Томского
политех. ун-та, 2006. – 300 с.
ГОСТ
3.1109-82. Единая система технологической
документации (ЕСТД). Термины и определения
ос-новных понятий [Электронный ресурс].
– Режим доступа:
http://docs.cntd.ru/document/1200012103 – Загл. с
экрана. – Проверено : 04.09.2019.
Зайцев, Г.
Н. Управление качеством. Технологические
методы управления качеством изделий
/
Г. Н. Зайцев. – Санкт-Петербург :
Питер, 2014. – 271 с.
Козаченко,
Д. М. Організація передпроектного
обстеження залізничних станцій та
вузлів / Д. М. Козаченко, Р. В. Вернигора,
О. В. Горбова // Транспортні системи та
технології перевезень : зб. наук. пр.
Дніпропетр. нац. ун-ту залізн. трансп.
ім. акад. В. Лазаряна. – Дніпропетровськ,
2014. – Вип. 7. – С. 27–32. doi:
10.15802/tstt2014/35985
Коробйова,
Р. Г. Адекватність математичних моделей
для визначення техніко-експлуатаційних
показників роботи станцій / Р. Г.
Коробйова // Вісн. Дніпропетр. нац. ун-ту
залізн. трансп. ім. акад. В. Лазаряна.
– Дніпропетровськ, 2009. – Вип. 28.
–
С. 29–33.
Лаврухин,
А. В. Формирование интеллектуальной
модели функционирования железнодорожной
станции при выполнении поездной работы
/ А. В. Лаврухин // Наука та прогрес
транспорту. –
2015.
–
№ 1
(55).
–
С. 43–53.
doi: https://doi.org/10.15802/stp2015/38239
Об
утверждении Типового технологического
процесса работы сортировочной станции
ОАО «РЖД» (Вместе с Типовым технологическим
процессом) [Электронный ресурс] : утв.
распоряж. ОАО «РЖД» от 11.12.2014 N 2927р. –
Режим доступа:
http://tender.rzd.ru/dbmm/download?vp=53&load=y&col_id=595&id=416383
– Загл. с экрана. – Проверено :
04.09.2019.
Практичні
рекомендації щодо складання технологічного
процесу роботи сортувальної станції
: ЦД-0081 : затв. наказом Укрзалізниці від
22.12.2009 р. № 715-Ц. – Київ : Поліграфсервіс,
2010. – 230 с.
Рахматуллин,
А. И. Математические модели и методы
оптимизации нестационарных систем
обслу-живания / А. И. Рахматуллин, В. С.
Моисеев. – Казань : Школа, 2006. – 212 с.
Сотников,
И. Б. Эксплуатация железных дорог. В
примерах и задачах / И. Б. Сотников. –
Москва : Транспорт, 1990. – 232 с.
Филонов, И.
П. Вероятностно-статистические методы
оценки качества в машиностроении / И.
П. Филонов, А. И. Медведев. – Минск :
Тесей, 2000. – 127 с.
Хамидуллина,
Е. А. Управление рисками производственного
травматизма на железнодорожном
транспорте на основе статистического
анализа / Е. А. Хамидуллина, М. Н. Тарасова
// XXI век. Техносферная безопасность. –
2016. – № 1 (1). – С. 88–95.
Bobrovskiy,
V. Functional simulation of railway stations on the basis of
finite-state automate / V. Bobrovskiy, D. Кozachenko,
R. Vernigora // Transport Problems. – 2014. – Vol. 9.
–
Iss.
3.
–
P. 57–65.
Feld, M. Podstawy
projektowania procesów technologicznych typowych części maszyn /
М. Feld. – Warsaw : Wydawnictwa naukowo-techniczne, 2003. –
708 s.
ISO
7870-2:2013. Control
Charts. Part
2: Shewhart
Control Charts
[Электронный
ресурс]. – Режим доступа:
https://www.iso.org/standard/40174.html – Загл. с экрана.
– Проверено : 09.09.2019.
Lecic,
D. Models and standards for production systems integration:
Technological process and documents / D. Lecic // Yugoslav
Journal of Operations Research. – 2016. – Vol. 15. – Iss. 2.
– Р. 221–241. doi: 10.2298/yjor0502221l
Mahmudova,
S. Methods of Organizing the Technological Process of Software
Development / S. Mahmudova // Review of Information Engineering and
Applications. – 2018. – Vol. 5. – Iss. 1. – Р. 1–11.
doi:
10.18488/journal.79.2018.51.1.11
Samsonkin,
V. Development of the method of efficient monitoring of the main
activity of a train driver /
V. Samsonkin, Y. Petinov //
Восточно-Европейский
журнал
передовых
технологий.
– 2016. – № 3/3 (81). – С.
52–58.
doi: 10.15587/1729-4061.2016.71703
Shewhart,
W. A. Economic Control of Quality of Manufactured Product / W. A.
Shewhart.
– New
York : D. Van Nostrand Company, 1931. – 467 p.
Trietsch,
D. Statistical Quality Control: A Loss Minimization Approach
[Электронный ресурс] / D. Trietsch.
– 1999. – 404 p. – Режим доступа:
https://www.worldscientific.com/worldscibooks/10.1142/3378–
Загл. с экрана. – Проверено : 05.09.2019.
doi: 10.1142/337810.1142/3378
UNIT 1. The
Technological Process [Электронный ресурс] // IES
Villablanca. – Режим доступа: https://u.to/dNk-Fg –
Загл. с экрана. – Проверено : 05.09.2019.
Д. М.
КОЗАЧЕНКО1*, Ю. М. ГЕРМАНЮК2*,
Е. К. МАНАФОВ3*
1*Каф.
«Управління експлуатаційною роботою»,
Дніпровський національний
університет
залізничного транспорту імені академіка
В. Лазаряна, вул. Лазаряна, 2,
Дніпро,
Україна, 49010, тел. +38 (056) 373 15 04, ел. пошта
kozachenko@upp.diit.edu.ua,
ORCID 0000-0003-2611-1350
2*Каф.
«Транспортні технології», Дніпровський
національний університет
залізничного
транспорту імені академіка В. Лазаряна,
Львівська філія,
вул. І. Блажкевич, 12а,
Львів, Україна, 79052, тел.
+30 (032) 267 99 74,
ел. пошта yuhermanyuk@gmail.com, ORCID
0000-0002-4905-8313
3Каф. «Експлуатація
залізничного транспорту», Азербайджанський
технічний
університет, пр. Г. Джавида,
25, Баку, Азербайджан, AZ 1073,
тел. +994
(55) 741 79 39, ел. пошта elshan_manafov@mail.ru,
ORCID
0000-0001-5697-577X
ОРГАНІЗАЦІЯ
КОНТРОЛЮ ТЕХНОЛОГІЧНИХ
ПРОЦЕСІВ
ЗАЛІЗНИЧНИХ СТАНЦІЙ
НА ОСНОВІ СТАТИСТИЧНИХ
МЕТОДІВ
Мета.
У
цій статті автори передбачають розробити
статистичні методи контролю технологічних
процесів роботи залізничних станцій
на основі контрольних карт Шухарта.
Методика.
Дослідження
в статті виконано на основі методів
статистичного контролю якості й теорії
експлуатації залізниць.
Результати.
Наявні методи контролю виконання
технологічних процесів залізничних
станцій орієнтовані на досягнення
кількісних показників їх роботи за
безумовного виконання необхідного
переліку технологічних операцій і
дотримання вимог безпеки руху поїздів.
У той же час проблема контролю дотримання
якісних показників роботи станцій
вимагає додаткових досліджень. Основним
критерієм для оцінки якості виконання
технологічних процесів, пов’язаних з
обробкою поїздів, локомотивів, вагонів,
контейнерів, вантажів, документів та
інформації на залізничних станціях є
їх тривалість. З огляду на те, що витрати
часу на обробку зазначених об’єктів
є випадковими величинами, для контролю
й управління технологічними процесами
станцій у статті запропоновано
використовувати статистичні методи,
зокрема карти Шухарта. Як приклад
розглянуто процеси технічного
обслуговування вагонів вантажних
поїздів по відправленню і побудовано
карти Шухарта для станцій Клепарів і
Баладжари. Аналіз роботи обох станцій
показав наявність істотного впливу
місцевих умов на тривалість технічного
обслуговування составів поїздів по
відправленню, а також значні відхилення
між його нормативною та фактичною
тривалістю. Наукова
новизна. У
цій роботі вперше запропоновано метод
управління технологічними процесами
залізничних станцій, заснований на
використанні контрольних карт Шухарта.
Практична
значимість.
Застосування запропонованого методу
дозволяє, з одного боку, адекватно
здійснювати контроль тривалості
технологічних процесів та окремих
технологічних операцій, що, як правило,
є випадковими величинами, а з іншого –
оцінювати можливість реалізації
встановлених технологічними процесами
норм. Окрім того, організація накопичення
статистичної інформації про хід
виконання технологічних процесів також
дозволить істотно спростити побудову
адекватних імітаційних моделей, що
враховують стохастичний характер
функціонування залізничних станцій.
Ключові
слова:
залізничний транспорт; залізнична
станція; технологічний процес;
статистичний контроль якості; карти
Шухарта
D.
M. Kozachenko1*,
Y. N.
Hermaniuk2*,
E. K.
Manafov3*
1*Dep.
«Operational Management», Dnipro National University of Railway
Transport
named after Academician V. Lazaryan, Lazaryan St., 2,
Dnipro, Ukraine, 49010,
tel. +38 (056) 373
15 04, e-mail kozachenko@upp.diit.edu.ua,
ORCID 0000-0003-2611-1350
2*Dep.
«Transport Systems», Dnipro National University of Railway
Transport named
after Academician V. Lazaryan, Lviv Branch, I.
Blazhkevych St., 12 a, Lviv, Ukraine,
79052, tel. +30 (032) 267 99 74,
e-mail
yuhermanyuk@gmail.com,
ORCID 0000-0002-4905-8313
3*Dep.
«Railway Transport
Operation», Azerbaijan Technical
University, G. Javid Av.,
25,
Baku, Azerbaijan, AZ
1073, tel. +994 (12) 741 79 39, e-mail
elshan_manafov@mail.ru,
ORCID 0000-0001-5697-577X
CONTROL
ORGANIZATION OF TECHNOLOGICAL
PROCESSES OF RAILWAY STATIONS ON THE
BASIS
OF STATISTICAL METHODS
Purpose.
The article is aimed
to develop statistical methods for monitoring the technological
processes of railway stations` operation based on Stewhart charts.
Methodology.
The research is based on the methods of statistical quality control
and the theory of railways operation. Findings.
Existing methods for monitoring the implementation of technological
processes of railway stations are focused on achieving quantitative
indicators of their work while unconditionally fulfilling the
necessary list of technological operations and observing train
movement safety requirements. At the same time, the problem of
monitoring compliance with quality indicators of railway stations`
operation requires additional research. The main criterion for
evaluating the quality of technological processes associated with
the processing of trains, locomotives, cars, containers, cargoes,
documents and information at railway stations is their duration.
Considering that the time spent on processing these objects is
random, it is proposed to use statistical methods, in particular,
Stewhart charts, for monitoring and
controlling the technological processes of the stations` operation.
As an example, we discussed the processes of maintenance of freight
train cars after departure and constructed Stewhart
charts for Kleparov and Baladzhary stations. Operation
analysis of both stations showed a significant influence of
local conditions on the duration of train maintenance by departure,
as well as significant deviations between its standard and actual
duration. Originality. For the first time this paper proposed
a method for controlling technological processes of railway stations
based on the use of Stewhart control
charts. Practical value.
Application of the proposed method makes it possible, on the one
hand, to adequately control the duration of technological processes
and individual technological operations, which are usually random
variables, and on the other hand, to evaluate the feasibility of
implementing the norms established by technological processes. In
addition, the organization at the stations of accumulating
statistical information on the progress of technological processes
will also significantly simplify the construction of adequate
simulation models that take into account the stochastic nature of
railway stations` functioning.
Keywords:
railway transport; railway station; technological process;
statistical quality control; Stewhart charts
REFERENCES
Agamirov,
L. V. (2004). Metody
statisticheskogo analiza mekhanicheskikh ispytaniy.
Moscow:
Intermet Inzhiniring.
(in Russian)
Adler,
Y. P., Maksimova, O. V., & Shper, V. L. (2011). Kontrolnye
karty Shukharta v Rossii i za rubezhom: kratkiy obzor sovremennogo
sostoyaniya (statisticheskie aspekty). Standarty
i kachestvo, 8. Retrieved
from
http://ria-stk.ru/upload/image/stq/2011/N8/082011-1.pdf
(in
Russian)
Berezovyi,
М. І., Malashkin, V. V., & Korobiova, R. H. (2012).
Evaluation
Capacity Industrial Yard with Her Ergatic Model.
Transportni
systemy ta tekhnolohii perevezen, 4,
9-12.
doi:
10.15802/tstt2012/17119
(in Ukraіnian)
Butko,
T. V.,
Prokhorov, V. M.,
&
Chekhunov,
D. M.
(2018). Intelligent
control of marshalling yards at transportation of dangerous
goods based on multiobjective optimization.
Science
and Transport Progress, 5(77),
41-52. doi: 10.15802/stp2018
(in Ukraіnian)
Verlan,
A. I. (2014).
Grafoanaliticheskaya
model funktsionirovaniya zheleznodorozhnykh stantsiy.
Eastern-Еuropean
Journal of Enterprise Technologies,
6/3(72),
21-26. (in Russian)
Vlasov,
V. A., Tikhomirov, I. A., & Loktev, I. I. (2006).
Modelirovanie tekhnologicheskikh protsessov izgotovleniya
promyshlennoy produktsii.
Tomsk: Izdatelstvo Tomskogo politekhnicheskogo universiteta.
(in Russian)
Unified
system for technological documentation. Terms and definitions of
main concepts. GOST 3.1109-82. Retrieved from
http://docs.cntd.ru/document/1200012103 (in Russian)
Zaytsev,
G. N. (2014). Upravlenie
kachestvom. Tekhnologicheskie metody upravleniya kachestvom
izdeliy.
St. Petersburg: Piter. (in Russian)
Kozachenko,
D. M., Vernyhora, R. V., & Horbova, O. V. (2014). Organization
of the pre-survey train stations and nodes. Transport
Systems and Transportation Technologies, 0(7),
27-32. doi: 1010.15802/tstt2014/35985
(in Ukraіnian)
Korobуova,
R. H.
(2009).
The Adequacy of Mathematical Models for Determination of the
Performance of the work Station.
Bulletin
of Dnipropetrovsk National University of Railway Transport, 28,
29-33.
(in Ukraіnian)
Lavrukhin,
O.
V. (2015). Intellectual model formation of railway station work
during the train operation execution.
Science and Transport Progress, 1(55),
43-53. doi: 10.15802/stp2015/38239 (in
Russian)
Ob
utverzhdenii Tipovogo tekhnologicheskogo protsessa raboty
sortirovochnoy stantsii OAO «RZhD» (Vmeste s Tipovym
tekhnologicheskim protsessom), N 2927р. (2014). Retrieved from
http://tender.rzd.ru/dbmm/download?vp=53&load=y&col_id=595&id=416383
(in Russian)
Praktychni
rekomendatsii shchodo skladannia tekhnolohichnoho protsesu roboty
sortuvalnoi stantsii. (2010). TsD-0081: nakaz Ukrzaliznytsi No.
715-TS. Kyiv: Polihrafservis. (in Ukrainian)
Rakhmatullin,
A. I., & Moiseev, V. S. (2006). Matematicheskie
modeli i metody optimizatsii nestatsionarnykh sistem
obsluzhivaniya.
Kazan: Shkola. (in Russian)
Sotnikov,
I. B. (1990). Ekspluatatsiya
zheleznykh dorog. V primerakh i zadachakh.
Moscow: Transport. (in Russian)
Filonov,
I. P., & Medvedev, A. I. (2000). Veroyatnostno-statisticheskie
metody otsenki kachestva v mashinostroenii.
Minsk: Tesey. (in Russian)
Khamidullina,
Е. А., & Tarasova, М. N. (2016). Statistics-based
occupational traumatism risk management in railway industry.
Technosphere
Safety. XXI Century, 1(1),
88-95. (in Russian)
Bobrovskiy,
V., Кozachenko, D., & Vernigora, R. (2014). Functional
simulation of railway stations on the basis of finite-state
automate. Transport
Problems, 9(3),
57-65. (in English)
Feld,
M. (2003).
Podstawy projektowania procesów technologicznych typowych części
maszyn. Warsaw:
Wydawnictwa naukowo-techniczne. (in Polish)
ISO 7870-2:2013.
Control Charts. Part 2: Shewhart Control Charts. Retrieved from
https://www.iso.org/standard/40174.html (in English)
Lecic,
D. (2005). Models and standards for production systems integration:
Technological process and documents. Yugoslav
Journal of Operations Research, 15(2),
221-241. doi: 10.2298/yjor0502221l (in English)
Mahmudova,
S. (2018). Methods of Organizing the Technological Process of
Software Development. Review
of Information Engineering and Applications, 5(1),
1-11. doi: 10.18488/journal.79.2018.51.1.11 (in
English)
Samsonkin,
V., & Petinov, Y. (2016). Development of the method of
efficient monitoring of the main activity of a train driver.
Eastern-European Journal of Enterprise Technologies, 3/3(81),
52-58. doi: 10.15587/1729-4061.2016.71703 (in
English)
Shewhart,
W. A. (1931). Economic
Control of Quality of Manufactured Product.
New York: D. Van Nostrand Company. (in English)
Trietsch,
D. (1999). Statistical
Quality Control: A Loss Minimization Approach.
doi: 10.1142/337810.1142/3378 (in English)
UNIT
1. The Technological Process. IES
Villablanca.
Retrieved from https://u.to/dNk-Fg (in English)
Поступила
в редколлегию: 06.03.2019
Принята
к печати: 01.07.2019