ISSN
2307–3489 (Print), ІSSN 2307–6666 (Online)
Наука
та прогрес транспорту. Вісник
Дніпропетровського
національного
університету залізничного транспорту,
2017, № 5 (71)
МАТЕРІАЛОЗНАВСТВО
матеріалознавство
UDC
669:621.791.75:539.5
I.
O. VAKULENKO1,
S.
O. PLITCHENKO2*,
N.
G. MURASHOVA3
1Dep.
«Applied Mechanics and Materials Science», Dnipropetrovsk National
University of Railway Transport
named afterAcademician V.
Lazaryan, Lazaryan St., 2, Dnipro, Ukraine, 49010, tel. +38 (056) 373
15 56,
e-mail dnuzt_texmat@ukr.net,
ORCID 0000-0002-7353-1916
2*Dep. «Applied Mechanics
and Materials Science», Dnipropetrovsk National University of
Railway Transport
named after Academician V. Lazaryan, Lazaryan
St., 2, Dnipro, Ukraine, 49010, tel. +38 (056) 373 15 56,
e-mail
plit4enko@ukr.net,
ORCID 0000-0002-0613-2544
3«Design
and Technological Bureau», Dnipropetrovsk National University of
Railway Transport Named After
Academician V. Lazaryan, Lazaryan
St., 2, Dnipro, Ukraine, 49010, tel.
+38 (056) 373 15 56,
e-mail dnuzt_texmat@ukr.net,
ORCID 0000-0003-2758-0749
INFLUENCE OF
STRUCTURAL PARAMETERS OF LOW-CARBON
STEEL ON ELECTRIC ARC BURNING
Purpose. The article is
aimed to evaluate the influence of structural parameters of
low-carbon steel on arcing process. Methodology. The values of
the micro- and substructure characteristics of the electrode wire
metal were changed by varying the parameters of heat treatment and
cold deformation by drawing. The degree of plastic deformation was
obtained by drawing blanks from different initial diameter to final
dimension of 1 mm. The thermal treatment was carried out in electric
chamber furnace of the SNOL-1,6.2,5.1/11-IZ type. The temperature was
measured by chromel-alumel thermocouple and the electromotive force
was determined using the DC potentiometer. In order to obtain the
substructure of different dispersion degree the steel (after
quenching from temperatures and tempering at 650°C for 1 hour) was
subjected to cold drawing to reduction 17 – 80%. To form structure
with different ferrite grain size the steel after drawing was
annealed at 680°C for 1 hour. The microstructure was examined under
a light and electron transmission microscope UEMV-100K at the
accelerating voltage 100 kV. The grain and subgrain sizes were
evaluated using the methodologies of quantitative metallography. A
welding converter of the PSG-500 type
was used to study the arc welding process of direct and reverse
polarities. Findings. The experimentally detected value of the
welding current, which depends on the degree of deformation during
wire drawing, under conditions of stable arc burning of direct
polarity is about an order of magnitude lower than the calculated
value. Similar difference was found for the arc of reverse polarity:
the experimental value of the welding current is 5–6
times less than the calculated value. Dependence analysis shows that,
regardless of the polarity of the welding arc, a good enough
agreement between the calculated and experimental values of the
welding current is limited to deformations of 60%. For deformation
degrees of more than 60%, the differences are explained by
qualitative changes in the dislocation cell structure. Originality.
In the conditions of stable arcing of different polarity for the
electrode of low-carbon steel, an extreme dependence of welding
current on the degree of cold plastic deformation was observed.
Practical value. Influence of ferrite grain size of electrode
wire on the value of welding current is much greater than that from
substructure presence.
Keywords: structure;
welding electric current; polarity; welding arc stability; cold
plastic deformation; cell; ferrite
Introduction
In
conditions of electric arc welding the process of arcing is
sensitive to the influence of a certain number of factors [7, 11,
12, 18]. They include maintaining the optimal ratio between the rate
of the electrode metal melting and its feeding into reaction zone,
conditions of metal transfer through the interelectrode space [8,
15-17, 19, 20], etc. Taking into account that metal transfer between
the electrodes is carried out in the form of a gas-droplet mixture,
the very process of liquid metal droplet formation at the end of the
electrode, its size and shape should to some extent influence the
technological characteristics of electric arc welding. Analysis of
the conditions for formation of liquid metal droplet indicates
existence of certain relationship between the surface tension of
metal and gravitational component [9]. Taking into account possible
dependence of the surface tension forces on the structural state of
electrode metal, the size of structural elements may have certain
influence on the conditions of formation and burning of electric
arc.
Purpose
The
article is aimed to evaluate the influence of structural parameters
of low-carbon steel on arcing process.
Material
and methodology of study
A
wire of 1 mm diameter of low-carbon steel with a carbon content of
0.2% was used as a material for electrode. The values of the micro-
and substructure characteristics of the electrode wire metal were
varied by varying the parameters of heat treatment and cold
deformation by drawing. The values of the micro- and substructure
characteristics of the electrode wire metal were changed by varying
the parameters of heat treatment and cold deformation by drawing.
The degree of plastic deformation was obtained by drawing blanks
from different initial diameter to final dimension of 1
mm. Thermal treatment was carried out in electric chamber furnace of
the SNOL-1,6.2,5.1/11-IZ type. To prevent the formation of oxide
film on the metal surface, the samples were placed in quartz glass
ampoules with preliminary deairing to the level of forvacuum. The
temperature was measured by chromel-alumel thermocouple and the
electromotive force was determined using the DC potentiometer. In
order to obtain the substructure of different dispersion degree the
steel after quenching from temperatures
 and tempering at 650°C for 1 hour was subjected to cold drawing to
reduction 17–80%.
To form structure with different ferrite grain size the steel after
drawing was annealed at 680°C for 1 hour. The microstructure was
examined under a light and electron transmission microscope
UEMV–100K at
the accelerating voltage 100
kV. The grain and subgrain sizes were evaluated using the
methodologies of quantitative metallography [5].
A welding converter of the PSG-500
type was used to study the arc welding process of direct and reverse
polarities. The welding current value was estimated as the average
of 10 measurements.
and tempering at 650°C for 1 hour was subjected to cold drawing to
reduction 17–80%.
To form structure with different ferrite grain size the steel after
drawing was annealed at 680°C for 1 hour. The microstructure was
examined under a light and electron transmission microscope
UEMV–100K at
the accelerating voltage 100
kV. The grain and subgrain sizes were evaluated using the
methodologies of quantitative metallography [5].
A welding converter of the PSG-500
type was used to study the arc welding process of direct and reverse
polarities. The welding current value was estimated as the average
of 10 measurements.
Findings
Analysis
of the results of investigations [7–9]
indicates that when metal is melting, the surface tension forces
form a drop at the end of the electrode. The moment of droplet
detachment corresponds to the condition that the gravitational
component exceeds the surface tension force. Taking into account
that as the molten metal temperature rises, the surface tension
force decreases, the welding current increase should lead to the
dispersion of the emerging droplets. Condition of balance between
the hydrostatic pressure from pinch effect and the surface tension
( )
makes it possible to estimate the critical value of welding current
((
)
makes it possible to estimate the critical value of welding current
(( ,
where В – is a constant equal to
32.7 А/
,
where В – is a constant equal to
32.7 А/ ,
,
 –
the electrode diameter) upon the detachment of liquid metal droplet
[9]. Substituting the constant В
and
of molten metal (1220
dynes/cm [9]) in the ratio for
–
the electrode diameter) upon the detachment of liquid metal droplet
[9]. Substituting the constant В
and
of molten metal (1220
dynes/cm [9]) in the ratio for
 ,
the value
for low-carbon steel should be about
360
,
the value
for low-carbon steel should be about
360 ,
which is confirmed by the data [8, 9]. The experimentally observed
value of the welding current (
,
which is confirmed by the data [8, 9]. The experimentally observed
value of the welding current ( )
on the degree of deformation during wire drawing (
)
on the degree of deformation during wire drawing ( )
under conditions of stable arcing of direct polarity, is
approximately an order of magnitude lower than the calculated value
(Fig. 1).
)
under conditions of stable arcing of direct polarity, is
approximately an order of magnitude lower than the calculated value
(Fig. 1).
A
similar difference was found for the arc of reverse
polarity:
less than the calculated one in 5–6
times.
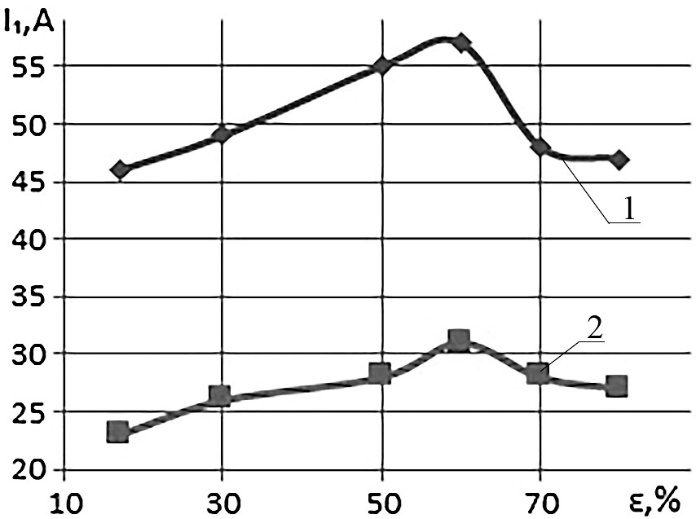
Fig. 1. Influence of the plastic
deformation degree by drawing on the welding current value ( ):
):
1
– reverse polarity arc; 2
– direct polarity arc
The
extreme nature of
dependence on
,
is apparently due to the peculiarities of the substructural metallic
structure. Considering the nature of dependence for
,
one can formally assume that either the value В
depends on the chemical composition or structure of the steel, or
should
be replaced by another characteristic. To explain the correlation
ratio
on
(Fig. 1), it was made an attempt to replace
by the metal surface tension coefficient in the solid state. Taking
into account the presence of volume fraction of ferrite in the
investigated steel around 97–98%, the ferrite surface tension
coefficient ( )
can be taken as
.
Using the experimental data [2] and the transformations carried out
[14], for a cold-deformed state one can write:
)
can be taken as
.
Using the experimental data [2] and the transformations carried out
[14], for a cold-deformed state one can write:
 , (1)
, (1)
where
 – ferrite shear modulus (0.82
dynes/cm
– ferrite shear modulus (0.82
dynes/cm ),
),
 – Burgers vector
– Burgers vector
 [1],
[1],
 – size of dislocation cell.
– size of dislocation cell.
Refinement
of the dislocation cell structure obeys a proportional dependence on
the degree of cold plastic deformation.
Taking
into account that 20–30% of reduction is enough to start the
formation of dislocation cellular
structure of various degrees of perfection (Fig. 2), determination
of the dependence of
on
made it possible to calculate the welding current value ( ).
).
As
a ratio the dependence for
after an appropriate
substitution of
for
was
used:
 (2)
(2)
A
joint analysis of absolute values
and
(Fig. 3) for direct polarity arc indicates a fairly good correlation
only up to 60%reduction. For deformation degrees of more than 60%,
the observed differences can only be explained by qualitative
changes in the dislocation cell structure.
Indeed,
at reductions more than 60–70% in carbon steels the processes of
perfecting the formed dislocation cells start to develop.
At
high degrees of plastic deformation, a progressive increase in the
dislocation density is accompanied
by intensive cleansing of the cell body from unbound dislocations,
changes in the form of cells, decrease in thickness of
sub-boundaries, and so on. [1, 4, 13]. All
this, apparently leads to violation of the ratio for
and is inherited by calculations.
The results obtained for reverse polarity arc are similar to the
data for direct polarity arc.

а – а
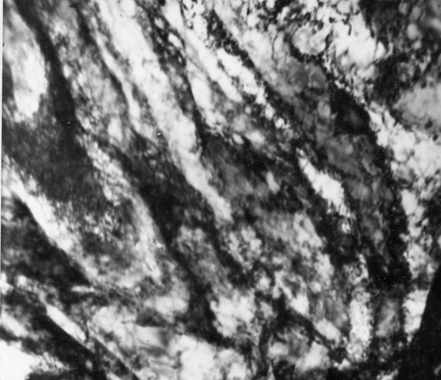
б – b
Fig. 2. Structure of steel 20
after martensite quenching, tempering at 650 °C, cold drawing
on
17 (a) and 30 % (b)
With
constant sub-structural parameters of cold-deformed steel, for the
arc of direct and reverse polarity, the nature of relationships
 (Fig. 1) indicates possible change in the coefficient В
depending on the arc polarity. Taking into account existence of
certain difficulties in burning an arc of reverse polarity, a change
of value В can be fully justified.
Indeed, when the polarity reverses, the conditions for stable arc
burning should become more complicated [7, 8]. The evaluation showed
that in order to increase the degree of coincidence between the
calculated and experimental values of the welding current, for the
reverse polarity arc, the value В
should be about twice as large as for the direct polarity arc. The
result of electric current calculating for the reverse polarity arc
with respect to relation (2) (will be denoted as
(Fig. 1) indicates possible change in the coefficient В
depending on the arc polarity. Taking into account existence of
certain difficulties in burning an arc of reverse polarity, a change
of value В can be fully justified.
Indeed, when the polarity reverses, the conditions for stable arc
burning should become more complicated [7, 8]. The evaluation showed
that in order to increase the degree of coincidence between the
calculated and experimental values of the welding current, for the
reverse polarity arc, the value В
should be about twice as large as for the direct polarity arc. The
result of electric current calculating for the reverse polarity arc
with respect to relation (2) (will be denoted as
 )
is shown in the Fig. 3.
)
is shown in the Fig. 3.
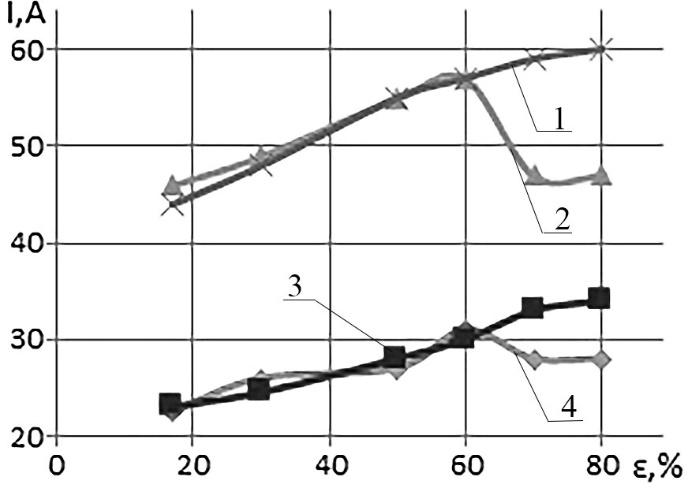
Fig. 3. The influence of
deformation degree by drawing the steel 20 on the welding current
when burning the arc of direct (3, 4) and reverse (1, 2)
polarity:
2,
4
– current curves
 obtained experimentally;
obtained experimentally;
1,
3
– curves of currents,
 and
and
 respectively calculated according to the relation (2)
respectively calculated according to the relation (2)
Dependence
analysis shows that, regardless of the welding arc polarity, a good
enough agreement between the calculated and experimental values of
the welding current is limited to deformations of 60%. For large
reductions, the degree of mismatch is proportional to the level of
welding current values. For the direct polarity arc, when the
welding current level is 20–35, the deviation of calculated values
()
from
is 12–14%. For the reverse polarity arc at
 45–57
45–57
 ,
the value of difference between
and
reaches
20%. Results of the study indicate the existence of a certain
influence of substructural metallic structure of the electrode metal
on the welding arc burning processes. The observed dependence of the
electric current value when burning the arc of different polarity is
sufficiently well explained by the parameters of the substructure of
cold-deformed low-carbon steel before the appearance of qualitative
changes in the internal structure of metal.
,
the value of difference between
and
reaches
20%. Results of the study indicate the existence of a certain
influence of substructural metallic structure of the electrode metal
on the welding arc burning processes. The observed dependence of the
electric current value when burning the arc of different polarity is
sufficiently well explained by the parameters of the substructure of
cold-deformed low-carbon steel before the appearance of qualitative
changes in the internal structure of metal.
In
order to explain the nature of the observed welding current
dependence on the substructure parameters of cold-drawn metal,
investigations were carried out on the influence of ferrite grain
boundaries of with large disorientation angles ( -is
the ferrite grain size after annealing the cold-drawn metal). Such
necessity is due to differences in the degree of accumulation and
distribution of crystal structure defects from the reduction value
when drawing and after development of recrystallization processes
when annealing. Taking into account the inverse proportional
relationship between the ferrite subgrain size (D) on the reduction
degree when drawing [6] and the observed correlation relationship
(Fig. 3), it can be assumed that to describe the dependence
-is
the ferrite grain size after annealing the cold-drawn metal). Such
necessity is due to differences in the degree of accumulation and
distribution of crystal structure defects from the reduction value
when drawing and after development of recrystallization processes
when annealing. Taking into account the inverse proportional
relationship between the ferrite subgrain size (D) on the reduction
degree when drawing [6] and the observed correlation relationship
(Fig. 3), it can be assumed that to describe the dependence
 the relationship of the following type can be used:
the relationship of the following type can be used:
 ,
(3)
,
(3)
where
A, k and
n – are the constants.
Results
of the construction
on
( )
) ,
where
,
where
 –
ferrite grain size of the steel are shown in the Fig. 4.
–
ferrite grain size of the steel are shown in the Fig. 4.
The
analysis of the ratios indicates a fairly good correlation when
using the dependence:
 , (4)
, (4)
where
 – is the welding current at
– is the welding current at
 ∞,
k
– is the angle coefficient.
∞,
k
– is the angle coefficient.
In
general, it should be noted that regardless of the type of
interface, increase in their total length is accompanied by increase
in the welding current value. Taking into account qualitative
differences in the distribution nature of crystal structure defects
during the formation of grain boundaries with large disorientation
angles and sub-grains as a result of cold drawing [4, 6], the
existence of separate dependences for
 and D is
completely justified.
and D is
completely justified.
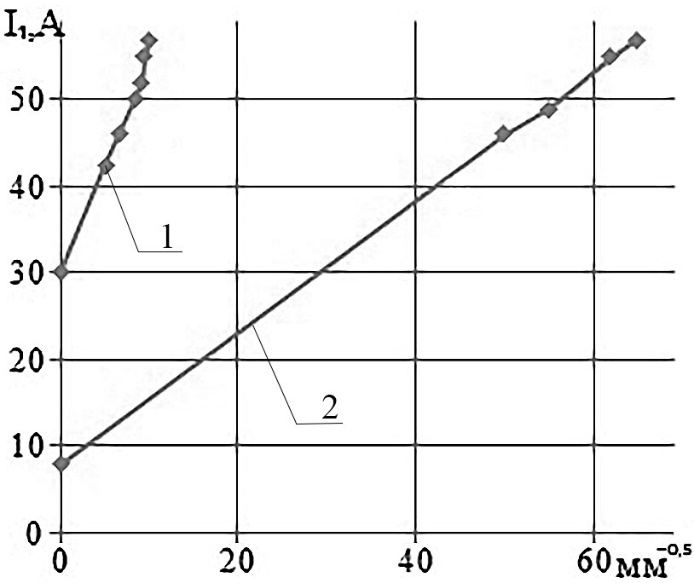
Fig. 4. Influence of the grain
sizes (1)
and the ferrite subgrain (2)
of steel 20 on the
welding current
when burning the arc
of reverse
polarity
Analysis
of the absolute values of the parameters of equation (4) indicates
that the influence of the presence of ferrite grain boundaries with
large disorientation angles (=30
А, k =
2 )
in the steel structure is much greater than the influence of the
subgrain structure (=
8 А, k
= 0,75).
On the other hand, the electric resistance value for the ferrite
structure of low-carbon steels is proportional to the accumulated
defect density of the crystal structure [3] and inversely
proportional to the ferrite grain size [10], can to some extent
exert its influence on the process of welding arc burning through
the surface tension of the metal.
)
in the steel structure is much greater than the influence of the
subgrain structure (=
8 А, k
= 0,75).
On the other hand, the electric resistance value for the ferrite
structure of low-carbon steels is proportional to the accumulated
defect density of the crystal structure [3] and inversely
proportional to the ferrite grain size [10], can to some extent
exert its influence on the process of welding arc burning through
the surface tension of the metal.
Conclusions
1. In
the conditions of stable burning of the arc of different polarity
for the low-carbon steel electrode, the extreme dependence of the
welding current on the degree of cold plastic deformation was
observed.
2. Influence
of the ferrite grain size of the electrode wire on the welding
current value is much greater than the effect of the substructure
presence.
Acknowledgement
The
authors are grateful to Nadezhdin Yu. L., the Head of the Laboratory
of the Department of Applied Mechanics and Materials Science of the
Dnipropetrovsk National University of Railway Transport named after
Academician V. Lazaryan for participating in the experiments and
discussing the results.
THE
LIST OF REFERENCE LINKS
Бабич, В.
К. Деформационное старение стали
/ В. К.
Бабич, Ю. П.
Гуль, И. Е.
Долженков. – Москва
: Металлургия, 1972. –
320 с.
Баранов,
А. А. О начальных стадиях
сфероидизации цементита в стали
/ А. А.
Баранов // Изв. АН
СССР. Серия: Металлы. –
1969. – №
3. – С.
104–107.
Бернштейн, М. Л.
Структура деформированных металлов
/ М. Л. Бернштейн. – Москва : Металлургия,
1977. – 431 с.
Вакуленко, И. А.
Морфология структуры и деформационное
упрочнение стали / И. А. Вакуленко,
В. И. Большаков. – Днепропетровск :
Маковецкий, 2008. – 196 с.
Вакуленко, І. О.
Структурний аналіз в матеріалознавстві
/ І. О. Вакуленко.
– Дніпропетровськ :
Маковецький, 2010. –
124 с.
Гриднев, В. Н.
Прочность и пластичность
холоднодеформированных сталей / В. Н.
Гриднев, В. Г. Гаврилюк, Ю. Я. Мешков. –
Київ : Наук.
думка, 1974. – 231 с.
Ерохин, А. А. Основы
сварки плавлением / А. А. Ерохин. –
Москва : Машиностроение, 1973. – 448 с.
Крюковский,
Н. Н. Ручная дуговая
сварка плавящимся электродом // Сварка
в машиностроении :
справочник :
в 4 т. – Москва,
1978. – Т. 1. – С. 144–163.
Петров, А. А. Сварка
в защитных газах // Сварка в машиностроении
: справочник :
в 4 т. – Москва,
1978. – Т. 1. –
С. 196–258.
Шульце, Г. Металлофизика
/ Г. Шульце. – Москва : Мир, 1971. – 503 с.
Effect of
Welding Parameters on Mechanical Properties of Plasma Transferred
Arc Welded SS 202 Plates / M. Ravichandran, N. Sabarirajan, T.
Sathish, S. Saravanan // Applied Mechanics & Materials. –
2016. – Vol. 852. – P. 324–330. doi:
10.4028/www.scientific.net/amm.852.324.
Holt, D.
L. Dislocation Cell Formation in Metals
/ D. L.
Holt // J. of Applied Physics.
– 1970. –
Vol. 41. –
Iss. 8. – Р.
3197–3201. doi: 10.1063/1.1659399.
Influence of
substructure strengthening of low carbon steel оn
the arcing process / I. O. Vakulenko,
S. O. Plitchenko, Yu. L.
Nadezhdin, Yu. D. Kirienko //
Welding and related
technologies : Proc. of 9th
Intern. Conf. of young scientists (23–26
May 2017, Kyiv,
Ukraine). – Kyiv, 2017. – Р.
117–121.
Investigation
of cathode spot behavior of atmospheric argon arcs by mathematical
modeling / J.
Wendelstorf, G. Simon, I. Decker [et al.] // Proc. оf
12th
Intern. Conf. on Gas Discharges and Their Applications. –
Greifswald, Germany, 1997. – Vol. 1. – P. 62–65.
Metal
transfer in submerged arc welding / L. Ke, W. Zhisheng, Z. Yanjun,
L. Cuirong // J. of Materials Processing Technology. – 2017. –
Vol. 244. – P. 314–319. doi: 10.1016/j.jmatprotec.2017.02.004.
Metal Vapour
Behaviour in Gas Tungsten Arc Thermal Plasma during Welding /
M. Tanaka,
K. Yamamoto,
S. Tashiro [et al.] //
Welding in the World. – 2008. – Vol. 52. – Iss. 11–12. –
P. 82–88.
doi: 10.1007/bf03266686.
Murphy, A.
B. A Perspective on Arc Welding Research: The Importance of the
Arc, Unresolved Questions and Future Direc-tions / A. B. Murphy //
Plasma Chemistry and Plasma Processing. – 2015. – Vol. 35. –
Iss. 3. – P. 471–489. doi: 10.1007/s11090-015-9620-2.
Nestor, O.
H. Heat
intensity and current density distributions at the anode of high
current, inert gas arcs /
O. H. Nestor // J. of Applied
Physics. – 1962. – Vol. 33. – Iss. 5. – P. 1638–1648.
doi: 10.1063/1.1728803.
Numerical
simulation of droplet detachment in pulsed gas–metal arc welding
including the influence of metal vapour / M. Hertel, A.
Spille-Kohoff, U. Füssel, M. Schnick // J. of Physics D: Applied
Physics. – 2013. – Vol. 46. – Iss. 2. – P. 224003.
doi: 10.1088/0022-3727/46/22/224003.
Shirvan, A.
J. Modelling of electrode-arc coupling in electric arc welding / A.
J. Shirvan, I. Choquet, H. Nilsson // Proc. of 6th
Intern. Swedish Production Symposium. – Göthenburg,
Swedish, 2014. – Vol. 1. – P. 1–8.
І. О. ВАКУЛЕНКО ,
С. О. ПЛІТЧЕНКО
,
С. О. ПЛІТЧЕНКО ,
Н. Г. МУРАШОВА
,
Н. Г. МУРАШОВА
1Каф.
«Прикладна механіка та матеріалознавство»,
Дніпропетровський національний
університет залізничного
транспорту
імені академіка В. Лазаряна, вул.
Лазаряна, 2, Дніпро, Україна, 49010, тел.
+38 (056) 373 15 56,
ел. пошта ,
ORCID
0000-0002-7353-1916
2*Каф.
«Прикладна механіка та матеріалознавство»,
Дніпропетровський національний
університет залізничного
транспорту
імені академіка В. Лазаряна, вул.
Лазаряна, 2, Дніпро, Україна, 49010, тел.
+38 (056) 373 15 56,
ел. пошта plit4enko@ukr.net,
ORCID 0000-0002-0613-2544
3«Проектно-конструкторське
технологічне бюро», Дніпропетровський
національний університет
залізничного
транспорту імені
академіка В. Лазаряна, вул. Лазаряна,
2, Дніпро, Україна, 49010, тел. +38 (056) 373 15
56,
ел. пошта plit4enko@ukr.net,
ORCID 0000-0003-2758-0749
ВПЛИВ
структурнИх параметрІв низЬкоВуглеЦЕВОЇ
сталІ на горІнНЯ ЕлектричНОЇ дуги
Мета.
В статті передбачається зробити оцінку
впливу структурних параметрів
низьковуглецевої сталі на процес
горіння електричної дуги. Методика.
Значення мікро- і
субструктурних характеристик металу
електродного дроту змінювали, варіюючи
параметрами термічної обробки та
холодної деформації волочінням. Ступінь
пластичної деформації отримували
волочінням заготовок різного вихідного
діаметра на кінцевий розмір 1 мм. Термічну
обробку здійснювали в електричній
камерній печі типу СНОЛ-1,6.2,5.1/11-З.
Температуру вимірювали термопарою
хромель-алюмель із визначенням
електрорушійної сили за потенціометром
постійного струму. Для отримання
субструктури різної дисперсності сталь
(після загартування й відпускання
температури до
650 °С протягом 1 години) піддавали
холодному волочінню на обтиск до 17–80
%. Для формування структури
з різним розміром зерна фериту сталь
після волочіння піддавалася відпалу
при 680 С протягом 1 години. Мікроструктуру
досліджували під світловим електронним
просвітчастим мікроскопом УЕМВ-100К при
прискорюючій напрузі 100 кВ. Розмір зерна
і субзерна оцінювали з використанням
методик кількісної металографії. Для
досліджень процесу горіння зварювальної
дуги прямої та зворотної полярностей
використовували зварювальний перетворювач
типу ПСГ-500. Результати.
Експериментально
виявлене значення зварювального струму,
що залежить від ступеня деформації при
волочінні дроту, в умовах стабільного
горіння дуги прямої полярності приблизно
на порядок нижче розрахункової величини.
Аналогічну відмінність виявлено й для
дуги зворотної полярності: експериментальна
величина зварювального струму менше
розрахункової у 5–6 разів. Аналіз
залежностей свідчить, що незалежно від
полярності зварювальної дуги, досить
гарний збіг між розрахунковими та
експериментальними значеннями
зварювального струму обмежується
деформаціями до 60 %. Для ступенів
деформації більше 60 % відмінності
пояснюються якісними змінами в
дислокаційній комірчастій структурі.
Наукова новизна. В
умовах стабільного горіння дуги різної
полярності для електрода з низьковуглецевої
сталі виявлена екстремальна залежність
зварювального струму від ступеня
холодної пластичної деформації.
Практична значимість. Вплив
розміру зерна фериту електродного
дроту на величину зварювального струму
значно перевищує ефект від присутності
субструктури.
Ключові слова:
структура; зварювальний електричний
струм; полярність; стабільність
зварювальної дуги; холодна пластична
деформація; комірка; ферит
И. А. ВАКУЛЕНКО1,
С. А. ПЛИТЧЕНКО2*, Н. Г. МУРАШОВА3
1Каф.
«Прикладная механика и материаловедение»,
Днепропетровский национальный
университет
железнодорожного
транспорта имени академика В.
Лазаряна, ул. Лазаряна, 2, Днипро, Украина,
49010, тел. +38 (056) 373 15 56, эл.
почта dnuzt_texmat@ukr.net ,ORCID
0000-0002-7353-1916
2*Каф.
«Прикладная механика и материаловедение»,
Днепропетровский национальный
университет
железнодорожного
транспорта имени академика В.
Лазаряна, ул. Лазаряна, 2, Днипро, Украина,
49010, тел. +38 (056) 373 15 56, эл.
почта plit4enko@ukr.net, ORCID
0000-0002-0613-2544
3«Проектно-конструкторское
технологическое бюро», Днепропетровский
национальный университет
железнодорожного
транспорта имени академика В. Лазаряна,
ул. Лазаряна, 2, Днипро, Украина,
49010, тел.
+38 (056) 373 15 56, эл. почта
dnuzt_texmat@ukr.net,
ORCID 0000-0003-2758-0749
Влияние
структурных параметров низкоуглеродистой
стали на горение электрической дуги
Цель.
В статье предполагается сделать оценку
влияния структурных параметров
низкоуглеродистой стали на процесс
горения электрической дуги. Методика.
Значения микро- и субструктурных
характеристик металла электродной
проволоки изменяли, варьируя параметрами
термической обработки и холодной
деформации волочением. Степень
пластической деформации получали
волочением заготовок разного исходного
диаметра на конечный размер 1 мм.
Термическую обработку осуществляли в
электрической камерной печи типа
СНОЛ-1,6.2,5.1/11-ИЗ. Температуру измеряли
термопарой хромель-алюмель с определением
электродвижущей силы по потенциометру
постоянного тока. Для получения
субструктуры разной дисперсности сталь
(после закалки и отпуска температуры
до 650 °С в течение 1 часа) подвергали
холодному волочению на обжатие до 17–80
%. Для формирования структуры с разным
размером зерна феррита сталь после
волочения подвергалась отжигу при 680
°С в течение 1 часа. Микроструктуру
исследовали под световым электронным
просвечивающим микроскопом УЭМВ-100К
при ускоряющем напряжении 100 кВ. Размер
зерна и субзерна оценивали с использованием
методик количественной металлографии.
Для исследований процесса
горения сварочной дуги прямой и обратной
полярностей использовали сварочный
преобразователь типа ПСГ-500. Результаты.
Экспериментально обнаруженное значение
сварочного тока, зависящего от степени
деформации при волочении проволоки, в
условиях стабильного горения дуги
прямой полярности примерно на порядок
ниже расчетной величины. Аналогичное
различие обнаружено и для дуги обратной
полярности: экспериментальная величина
сварочного тока меньше расчетной в 5–6
раз. Анализ зависимостей свидетельствует,
что независимо от полярности сварочной
дуги, достаточно хорошее совпадение
между расчетными и экспериментальными
значениями сварочного тока ограничивается
деформациями до 60 %. Для степеней
деформации более 60 % различия объясняются
качественными изменениями в дислокационной
ячеистой структуре. Научная
новизна. В условиях
стабильного горения дуги различной
полярности для электрода из
низкоуглеродистой стали обнаружена
экстремальная зависимость сварочного
тока от степени холодной пластической
деформации. Практическая
значимость. Влияние
размера зерна феррита электродной
проволоки на величину сварочного тока
значительно превышает эффект от
присутствия субструктуры.
Ключевые слова:
структура; сварочный электрический
ток; полярность; стабильность сварочной
дуги; холодная пластическая деформация;
ячейка; феррит
REFERENCES
Babich, V.
K., Gul, Y. P., & Dolzhenkov, I. Y. (1972). Deformatsionnoye
stareniye stali. Moscow:
Metallurgiya.
Baranov, A.
A. (1969). O nachalnykh stadiyakh sferoidizatsii tsementita v
stali. Russian
Metallurgy, 3,
104-107.
Bernshteyn,
M. L. (1977). Struktura
deformirovannykh metallov. Moscow:
Metallurgiya.
Vakulenko,
I. A., & Bolshakov V. I. (2008). Morfologiya
struktury i deformatsionnoye uprochneniye stali.
Dnipropetrovsk: Makovetskyi.
Vakulenko,
І. O. (2010). Strukturnyi analiz v
materialoznavstvi. Dnipropetrovsk:
Makovetskyi.
Gridnev, V.
N., Gavrilyuk, V. G., & Meshkov, Y. Y. (1974). Prochnost
i plastichnost kholodnodeformirovan-nykh staley.
Kyiv: Naukova dumka.
Yerokhin, A.
A. (1973). Osnovy svarki plavleniyem.
Moscow: Mashinostroeniye.
Kryukovskiy,
N. N. (1978). Ruchnaya dugovaya svarka plavyashchimsya elektrodom.
In
Svarka v mashinostroyenii [Guide]
(Vol. 1) (pp. 144-163).
Moscow: Mashinostroeniye.
Petrov, A.
A. (1978). Svarka v zashchitnykh gazakh.
In
Svarka v mashinostroyenii [Guide]
(Vol. 1) (pp. 196-258).
Moscow: Mashinostroeniye.
Shultse, G.
(1971). Metallofizika.
Moscow: Mir.
Ravichandran,
M., Sabarirajan, N., Sathish, T., & Saravanan, S. (2016).
Effect of Welding Parameters on Mechanical Properties of Plasma
Transferred Arc Welded SS 202 Plates. Applied
Mechanics & Materials, 852,
324-330. doi:10.4028/www.scientific.net/amm.852.324
Holt, D. L.
(1970). Dislocation Cell Formation in Metals. Journal
of Applied Physics, 41
(8), 3197-3201. doi:10.1063/1.1659399
Vakulenko,
I. O., Plitchenko, S. O., Nadezhdin, Y. L., & Kirienko, Y. D.
(2017). Influence of substructure strengthening of low carbon steel
оn the arcing process. Proceedings of
the 9th International Conference Young Scientists Welding and
related Technologies, May 23-26, 2017, Kyiv,
117-121. Kyiv: PWI NASU.
Wendelstorf,
J., Simon, G., Decker, I., & Wohlfahrt, H. (1997).
Investigation of cathode spot behavior of atmospheric argon arcs by
mathematical modeling. Proceedings of
the 12th International Conference on Gas Discharges and Their
Applications, 8th-12th September, 1997, Greifswald
(pp. 62-65). Germany: University
of Greifswald.
Li, K., Wu,
Z., Zhu, Y., & Liu, C. (2017). Metal transfer in submerged arc
welding. Journal of Materials
Processing Technology, 244,
314-319. doi:10.1016/j.jmatprotec.2017.02.004
Tanaka, M.,
Yamamoto, K., Tashiro, S., Nakata, K., Ushio, M., Yamazaki, K., &
Lowke, J. J. (2008). Metal Vapour Behaviour in Gas Tungsten Arc
Thermal Plasma during Welding. Welding
in the World, 52
(11-12), 82-88. doi:10.1007/bf03266686
Murphy, A.
B. (2015). A Perspective on Arc Welding Research: The Importance of
the Arc, Unresolved Questions and Future Directions. Plasma
Chemistry and Plasma Processing, 35
(3), 471-489. doi:10.1007/s11090-015-9620-2
Nestor, O.
H. (1962). Heat intensity and current density distributions at the
anode of high current, inert gas arcs. Journal
of Applied Physics, 33
(5), 1638-1648. doi:10.1063/1.1728803
Hertel, M.,
Spille-Kohoff, A., Füssel, U., & Schnick, M. (2013). Numerical
simulation of droplet detachment in pulsed gas–metal arc welding
including the influence of metal vapour. Journal
of Physics D: Applied Physics, 46
(2), 224003. doi:10.1088/0022-3727/46/22/224003
Shirvan, A.
J., Choquet, I., Nilsson, H. (2014). Modelling of electrode-arc
coupling in electric arc welding. Proceedings
of the 6th Intern. Swedish Production Symposium, September 16-18
2014, Göteborg. Swedish, Gothenburg:
Swedish Production Academy.
Associate
Prof. O. A. Chaykovskiy,
Candidate of Science (Engineering)
(Ukraine);
Prof. V.
A. Zabludovskiy,
D. Sc. (Tech.), (Ukraine)
recommended this article to be published
Received:
June 08, 2017
Accessed:
Sept. 14, 2017
d oi
10.15802/stp2017/110134 ©
I. O. Vakulenko, S. O. Plitchenko, N. G. Murashova, 2017
oi
10.15802/stp2017/110134 ©
I. O. Vakulenko, S. O. Plitchenko, N. G. Murashova, 2017